先前有前輩分享有關退火後晶粒大小對於鍛造負荷的影響,對比了一下數據內容,黃銅退火至Grain Size 111μm相較50μm時的鍛造負荷大約少了6~10%,確實在單位面積下粗大的晶粒相對晶界較少,當再次冷鍛的過程中阻礙差排的變形能量也較少,因而降低了鍛造成形負荷。
一般退火過程為將金屬加溫到高於『再結晶溫度』(粗略估算可為熔點60%)並維持一段時間再緩慢冷卻,主要目的在於恢復該金屬因冷加工而降低的延展性、韌性並釋放內部殘留應力。而內部殘留應力多以原子或晶格空位的移動來釋放,透過這些原子排列重組的過程來消除金屬材料中的差排,這項改變讓金屬的變形更容易移動,也增加其延展性。
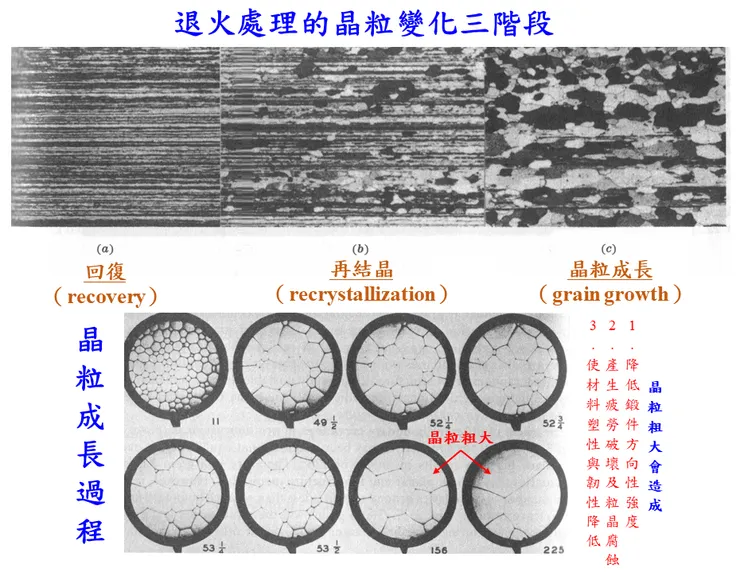
退火主要有三個階段:
回復(recovery):在回復的過程中,晶格空位會移動回復到正常晶格位置,同時內部應力場也會跟著消失,先前冷加工的特性將回復成原來狀態。
再結晶(recrystallization):再結晶過程中,新的晶粒成型並取代原本因內應力變形的晶粒。
晶粒成長(grain growth):小的晶粒會與大的晶粒合併,減少材料內部晶界的數目。但當退火溫度過高或持溫時間過長時,晶粒成長的程度會嚴重影響到材料的機械性質。
因此以退火對金屬成形負荷影響而言,除了晶粒大小外,差排回復與內應力的消除也是一個主要的因素。當然這兩個因素是微觀的比較,對於鍛造負荷較大的影響還是來自於『材料的變形應力』與『成形時的摩擦力』。
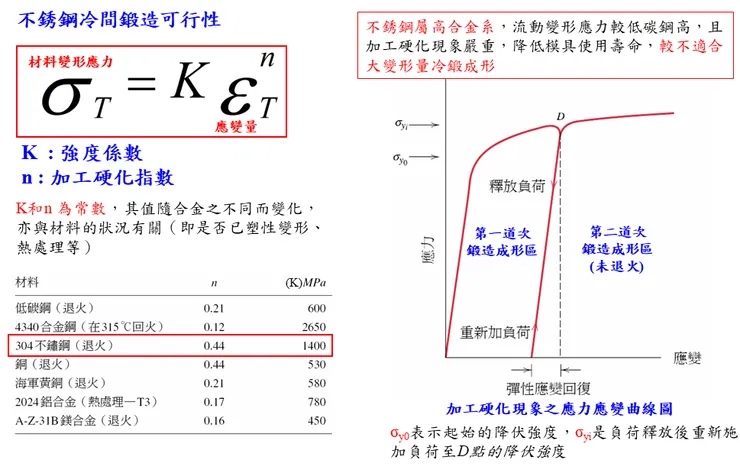
材料變形應力的大小來自於『應變的多寡』,我想這是很合理的描述,鍛造時打的淺、負荷小,打的深、負荷高,算是多勞多得的一種概念,但這裡要注意的是不同材料的『加工硬化指數』(n值)。
大家應該常聽到在鍛造設計時,開發人員常會提到這材料加工硬化很嚴重(例如不銹鋼),非常難打,而這僅是一種定性說法,實際上由附圖上的公式可以看出強度係數和加工硬化指數為定值時,n值越高的材料就會產生越高的成形應力,主要因素在於n位於ε的次方項,就如n=10時,ε由2變為4,其結果是由1024增加至1,048,576,等同增加了1,024倍的成形負荷。
僅是個人心得