工具機的幾何精度基礎是真直度,檢驗人員時常會採用氣泡式水平儀或視準儀做真直度的量測,此種方法是利用微小角度誤差配合固定跨距轉換求得,適用於軌道真直度的量測檢驗,本文針對工具機的真直度檢驗進行說明,整理相關文獻並分享檢驗上的實務經驗。
工具機線性軸移動時會產生6個自由度的誤差,主要為縱搖(Pitch)、偏轉(Yaw)、偏滾(Roll)、水平向直度(Horizontal straightness)、垂直向直度(Vertical straightness),以及線性位移的定位誤差。
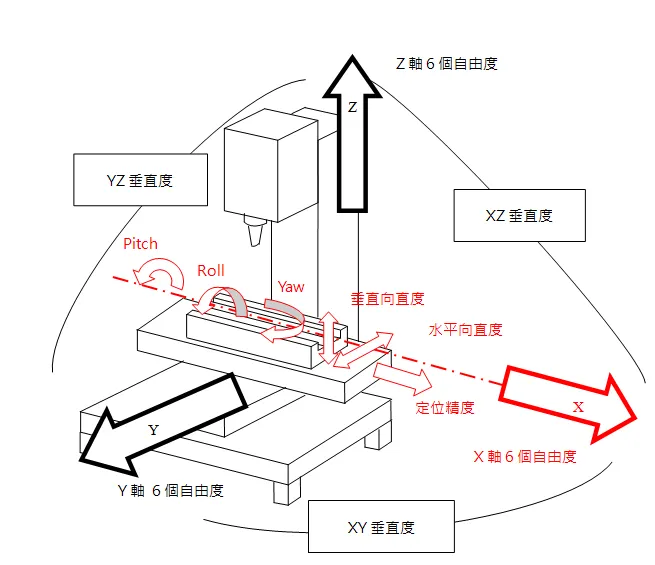
圖一、工具機21個誤差示意圖
然後將此觀念放大至工具機並以三軸機為例,上圖(圖一)為一立式銑床當X軸移動時即產生6個自由度的誤差,而Y軸、Z軸也各自具有6個自由度的誤差,在加上X軸、Y軸、Z軸其相對的幾何關係,即X軸與Y軸垂直度、X軸與Z軸垂直度、Y軸與Z軸垂直度,故共有6+6+6+3=21個誤差。
真直度說明
所謂真直度即是待測實際線(路徑)對理想直線的變動量大小,常用分析方法有三種,分別是兩端點歸零法(End Point fitting)、最小平方法(Regression) 以及區域法(Minimum Zone Method),三種方法以兩端點歸零法計算最簡便,而最小平方法與區域法因計算較複雜,需利用軟體進行分析與計算。
兩端點歸零法:
兩端點歸零法這種修正線是由一條通過測量工作之第一個點與最末點的參考直線來表示,它是由所測量的直線資料減去這條修正線以產生新的直線度資料,在直線上之第一個點與最後一點測量值都會歸零。
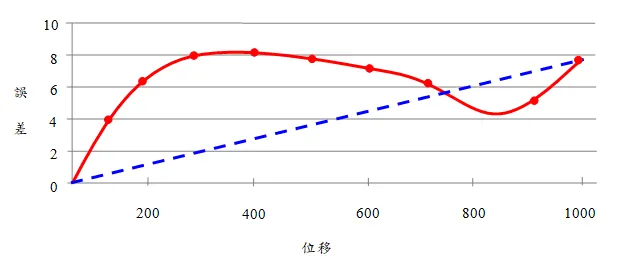
圖二、兩端點歸零法
最小平方法:
用最小平方法來計算直線度時,它是由所測量的直線資料減去這條迴歸修正線以產生新的直線度資料,其中心線是以一條平行於測量軸向的直線來表示。
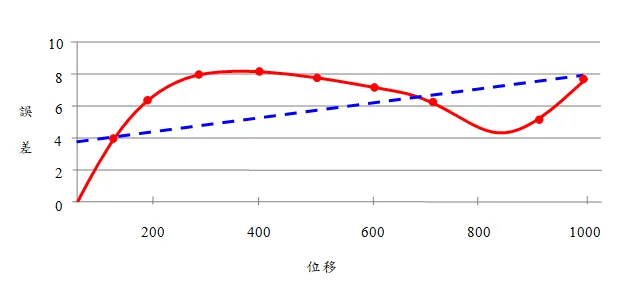
圖三、最小平方法
區域法:
區域法為ISO1101標準分析法,為兩條平行線其可涵蓋所有量測值且兩線之間距離為最小。
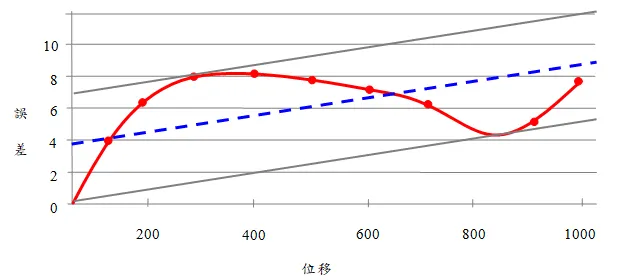
圖四、區域法
角度誤差單位與量測儀器
所謂線性角度誤差即是待測移動軸線在全行程中最大的縱搖(Pitch)、偏轉(Yaw)、偏滾(Roll)變化角度,雖然量測誤差小但對加工精度影響卻很大。
而工具機在微小角度的慣用單位第一種為角秒(arc-sec),其角度單位使用為60進位制,即1度可分割為60分,1分再分割為60角秒,故1度=3600角秒。
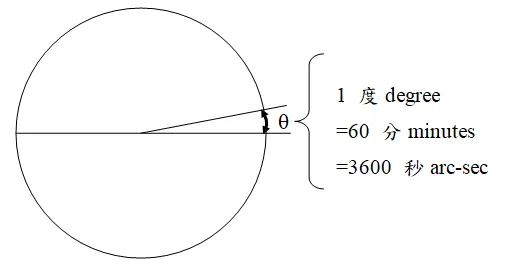
圖五、角度單位的換算示意
另一種角度單位為斜率(MM/M),傳統的氣泡式水平儀採用的量測刻度即為斜率單位;一般氣泡式水平儀的量測解析度為0.02MM/M,透過換算亦可得到對應的角秒單位,0.02MM/1M≒4arc-sec

圖六、氣泡式水平儀量測單位示意圖
角度誤差轉換真直度的原理
線性角度誤差與真直度誤差是兩種不同的誤差,但時常有人誤解是相同誤差;線性角度誤差其單位為角度量而真直度誤差則是位移量,所以使用此方法必須滿足下列三條件:
1. 每一步距微小角度的量測值(由量測儀器決定)。
2. 每一步距的長度(治具與待測面的接觸長度)。
3. 每一步距的相互關係(頭尾相接的兩點連鎖法)。
針對第1點則由量測儀器決定角度誤差值,第2點每一步距的長度則可參考下圖(圖七),如使用視準儀量測,必須將平面鏡治具組模組當作一固定的跨距長度,此為計算的基礎依據。
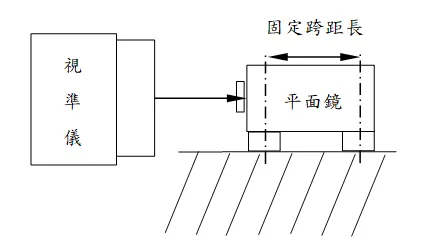
圖七、固定的跨距長為量測基礎
以角度誤差利用固定間距轉換真直度,跨距若假設為斜邊其位移變化量即為Lsinθ,跨距若假設為鄰邊其位移變化量為Ltanθ,亦可直接以弦長計算Lθ,由於角度誤差微小所以Lsinθ≒Ltanθ≒Lθ,故可按各自習慣計算模式進行,角度轉換位移Lsinθ示意圖如下(圖八)。
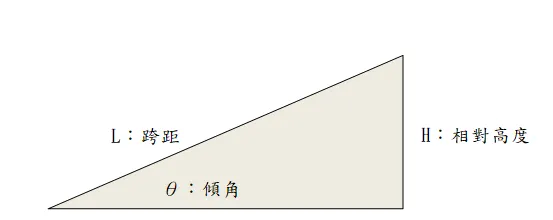
圖八、固定跨距及傾角便可計算相對高度
表一、常用跨距角度與相對高度關係表

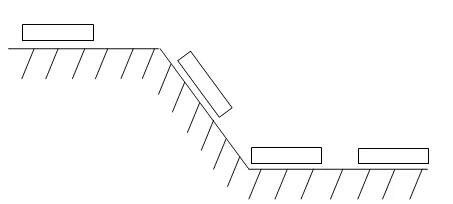
第3點每一步距的相互關係代表所有量測模式必須遵守頭尾相接的,採用連鎖法方式量測才能真實地量測出待測物件誤差,示意圖請參考圖九。
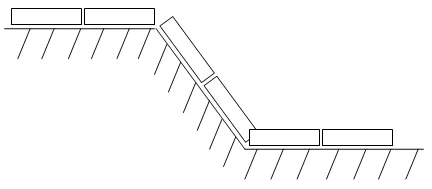
圖九、量測跨距頭尾緊密相接
當量測間隙過大或者跨距重疊量測其皆會造成量測上的失真,即是代表此真直度數值是不可靠且與實際狀況不符,請參考圖十、圖十一之示意圖。
圖十、量測間隙過大
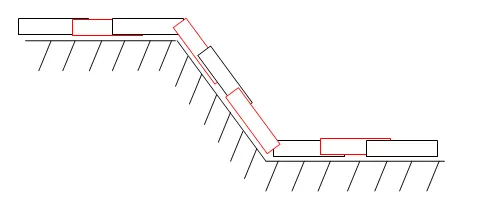
圖十一、跨距重疊量測
當跨距頭尾緊密接合進行量測可以描繪分析出真實真直度情況如圖十二。
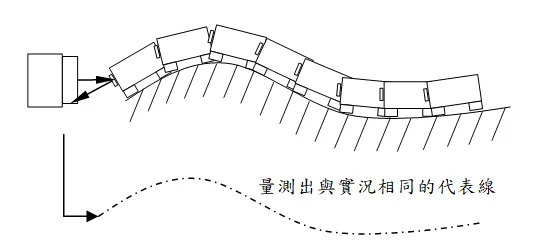
圖十二、跨距緊密接合反應真實真直度
為什麼需要頭尾緊密接合量測,以下舉出一極端案例,假設量測位置皆無角度變化情形,此量測結果是一完美無誤差之真直度,但並不符合實際的真直度現況,即誤判真直度的分析,雖然實際上遇到此情況的可能性並不大,但為了得到真實真直度情況,遵守此原則是具有其價值性的,參考圖十三。
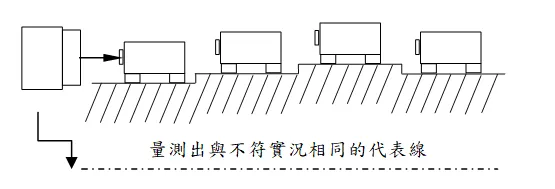
圖十三、跨距無緊密接合導致誤判
量測原理與計算說明
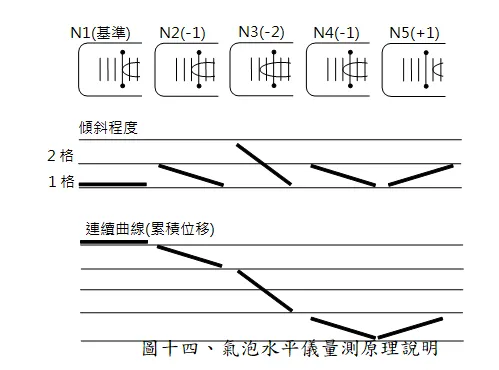
氣泡水平儀其氣泡保持在最高位置的特性,可檢驗工具機是否於絕對水平狀態及檢驗角度變化;量測取最近易讀之基準線為準(參考下圖N1~N5),以下圖(圖十四)為例實際量測為N1(基準位置0),N2左邊一格(-1),N3左邊二格(-2),N4左邊一格(-1),N5右邊一格(+1),使用連鎖法量測則得到每一量測線段的傾斜程度,然後將線段連接得到一連續曲線(累積位移),此即為直線度。
過往使用氣泡式水平儀量測直線度為使用方格紙進行人工繪圖求得,隨著視準儀及電子水平儀的普遍化,可即時量測後透過分析即可得到誤差。
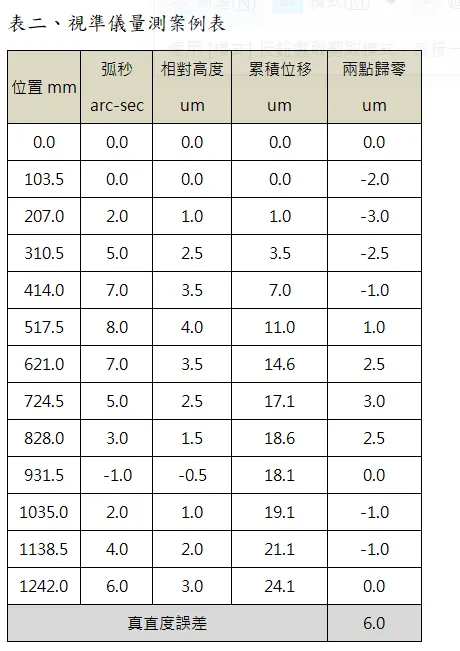
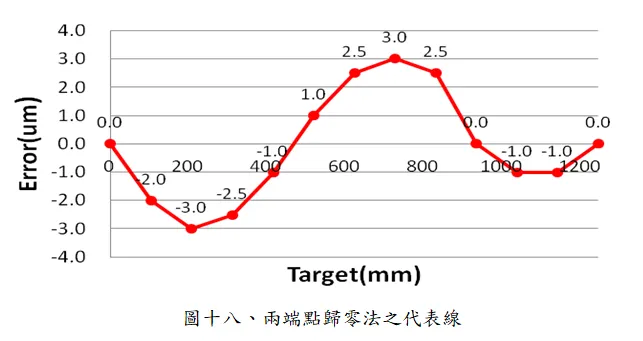
以視準儀量測案例說明參考圖十五,其反射鏡跨距103.5mm其量測總長1242mm,透過量測可得每線段的角度誤差值(arc-sec),以H=Lsinθ即可計算出相對高度,而直線度是一連續誤差故需要計算出累積的高度差,然後得出一條連續曲線,最後透過兩點歸零法,扣除斜率誤差將前後數據歸零,得到兩端點歸零法之代表線。
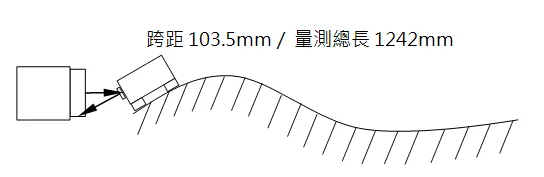
圖十五、視準儀量測案例說明
以表二作計算說明其跨距長為103.5mm,可以先計算出每弧秒的相對高度值,按公式H=Lsinθ即103.5mm x sin(1/3600) ≒ 0.5um,即每1弧秒誤差有0.5um相對高度差,利用此關係則可求得每個位置相對高度。
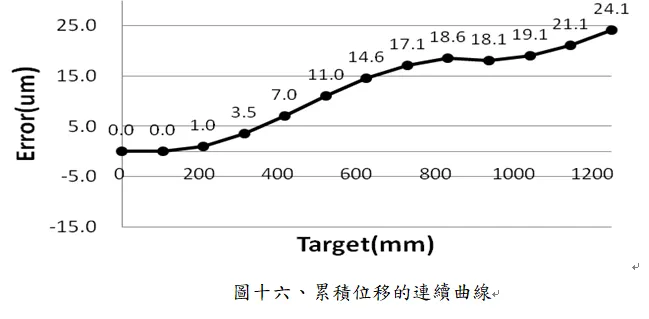
下圖十六為利用各線段相對高度經累加後的位移曲線。
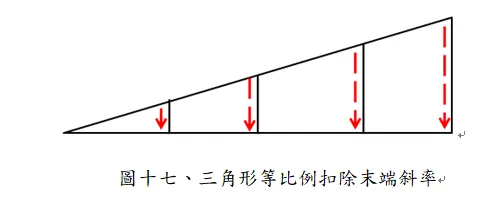
然後扣除末端點斜率方法採用三角形等比例原則(圖十七),將末端點量測值扣除為零,其於點位需按比例減去,最後可以得到一條頭尾端歸零的新分析數值與圖形。
經計算分析後可得出一條頭尾歸零曲線,將最大值與最小值相減(3.0-(-3.0)=6.0um)此即為直線度誤差,如圖十八所示。
結論
本文首先說明三軸機21項幾何誤差,然後針對真直度理論進行解釋,同時說明了角度誤差常使用的單位,之後說明角度誤差轉換真直度的原理並以案例說明原理、量測方法、計算。
角度轉換真直度的方法時常應用於工具機軌道面真直度的量測,其量測時間快又可短時間內得到直線度誤差,適合加工鑄件的入料檢驗、機台組裝精度的確認以及整機檢驗上的應用,是非常便利且準確的檢驗方式。
工具機產業被視為國家工業化程度的指標,近年來航太及汽車產業需求,在加工精度要求與日俱增的今日,機械幾何精度仍舊是最重要的一環。而直線度是工具機的基礎,本文透過相關文獻的整理與實務檢驗經驗的分享,期待國內工具機業者能建立正確的量測觀念並有效改善現有工具機的精度,提升國內機台在國際上的競爭力。
參考資料
1. M.A.V. Chapman, " Calibration of machine squareness ", Technical white paper of Renishaw, TE328 (2013).
2. International Standard, "Geometric Accuracy Of Machines Operating Under No-Load or Quasi-Static Conditions", ISO230-1(2012).
3. Wayne R. Moore原著,蓀葆銓、孫樂南翻譯, 「機械準確性的基礎」,適齊出版社(1982)。
4. 范光照,「精密量測」,高立出版社(2000)。
5. 范光照,「真直度、真平度、垂直度量測」,Precision Metrology Laboratory (2013)。
6. 詹炳熾,「使用水準器之真直度量測」,CMD手稿(1991)。




















