
為什麼腿部製作篇會早在【臀部製作篇PART 2】前到來?
回顧【頭部製作篇】的製作安排原委與軸轉型髖關節設計的機制,在「髖關節打樁」之前,作為與腰─臀基座平面互相干涉的可動部件,我們必須先取得實體的大腿組件,以便規劃出對應的抬舉、橫劈與後踢範圍。
如何呈現多重坡面與倒角複合的裝甲?要如何將製作手續減到最低?再次集結【上身製作篇】複雜的膠板技術,製作,朝站立邁出第一步!
章節關鍵字:
瞬間膠補土壓印造型、坡面─倒角複合解構、鏡射對稱造型加工法、箱型構成SPECIAL NOTICE:
考慮腿內部的可動機構和後方突出造型的「向量噴射控制鰭」構造會與小腿裝甲殼層區域產生一定的干涉,為了確認零件彼此之間的關係並遵守製作流程公開的連載方針,腿部系列章節將以【腿部製作篇】為主綱,以鏡設置作型態細分為【大腿殼篇】、【小腿殼篇】、【足部製作篇】、【腿內機構篇】與【複製零件篇】共五篇獨立刊登。 考慮讀者與網頁排版等多重狀況,每一單篇必要時將更細分為數小節,請特別注意。

完全左右不對稱的機械構造體是許多創作者夢寐以求名為「個性」的所在,同時也是少數能一次讓受眾感受到不同角度絕讚多樣變化的集合。然而,其複雜的結構與映襯其名「不對稱」的不可重複性,使得立體的解構、實體的製作難度、整體的工時─所有牽涉名為「成本」的付出變得昂貴,進而影響其出現的頻率。
通常,為了保留創作者自我愉悅的夙願,同時展示技術駕馭的能力,其最佳的折衷點分為兩類─顏色的區分或差替組件的選擇。至於稍稍反抗了資本主義束縛的巴力?
在設計階段中,基於作者先生對模型製作教學內容的需求、節省概念稿繪製的獅子心老師的規劃時間與大頭老師對社團前一製作案的看法,採用了「雙手異質」但「雙腿鏡射」的組合方針:除「武裝膝刃」的造型不同需要整修外,其餘的原型組件均遵守先鏡射後複製的規則完成。
換句話說,巴力的每一條單腿安裝點位與內部機構都是左右半的鏡射;雙腿只要製作左或右的其一,就能透過模型複製技術製作出對應的另外一條。至於決定哪條腿是左或右的方式?就隨髖關節球基軸棒安裝座的方向定義。

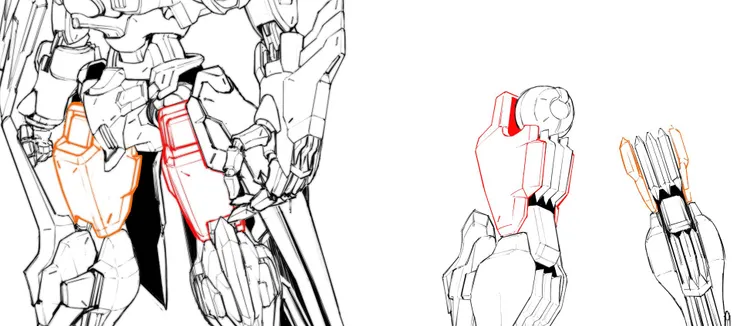
依循著干涉特質的分析,在上舉、後踢和左右劈腿的動作中,大腿的主干涉源於腿側殼的造型,故製作的流程應從兩側可鏡射的殼層雛型出發,隨後確認腿厚度的來源、亦即正面的裝甲逐一完成。

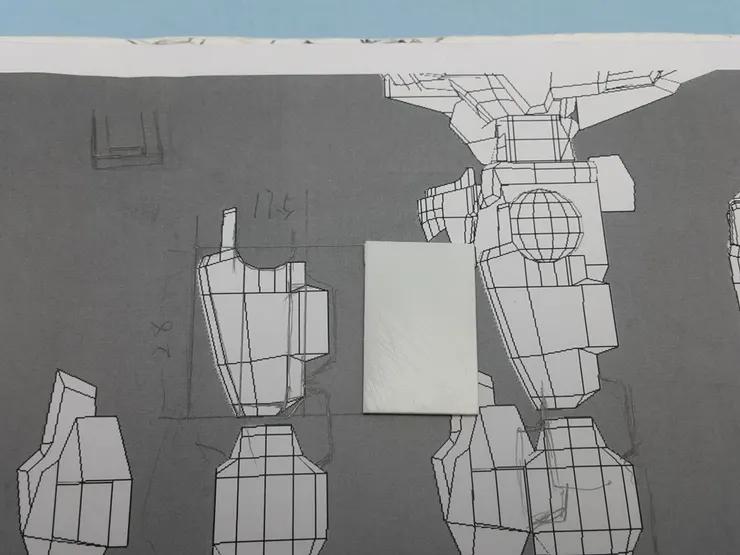
將預設1:1模式 (巴力的模型預定不含關節長約17cm高)的CG粗模選出正、側兩面的大腿方向,去除遮蔽零件 (小腿上的武裝膝刃) 後印出,直接量測相關的數據。
由於前節在設計階段已經由繪製的設計師與原案的作者先生兩人先期的安排,所以這份數據可以直接用於剪紙造型鏡射。
有一點大頭老師必須提醒跟隨的製作者們:剪紙鏡射法固然迅速便利,但因使用刀械切割膠板的關係,對於弧口造型的處理能力有限。
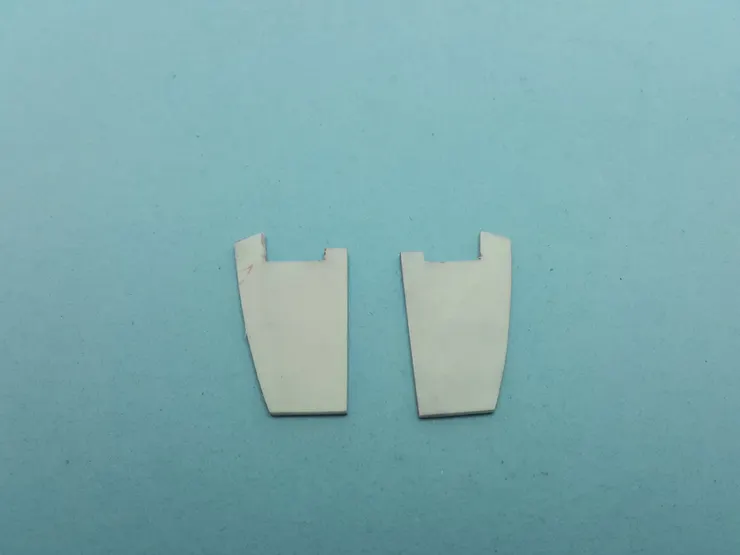
考慮上述欠點,位於大腿根部、將用於設置髖關節球基軸棒安裝座的交錯缺口將暫時以方形缺口的形式呈現─只測量CG粗模該弧與裝甲交點的線長與深度總量─之後才使用壓印法塑成形狀。
另一方面,有別於過往箱型搭建可用內縮段接來抵銷膠板厚度的手法,巴力的大腿左右側內襯實為不平行的內收購造、且兩側裝甲面具備連續弧面等特色,故須混用蒙皮法來貼合造型─其結果,現行的剪紙複製的膠板面、靠大腿正側的邊緣必將得向內削減出蒙皮生成的厚度。
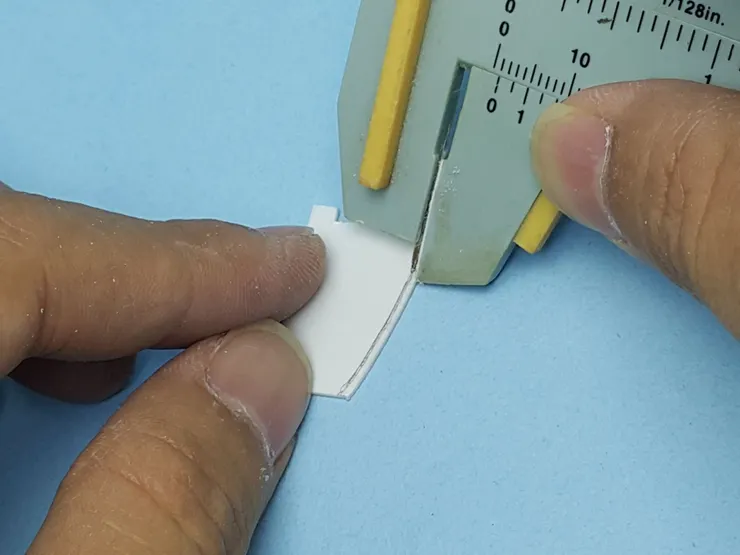
實作上,大頭老師使用游標尺配合針尖刻出1mm切除範圍用的防火線,之後再次切齊兩片做一次修邊與打磨。

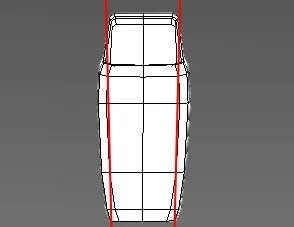
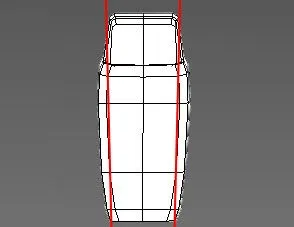
觀察左右襯腿殼的弧度,可發現其有著 (與髖部接觸) 頂陡、中段緩收而 (與膝蓋關節機構接觸) 底略傾斜的膨起可鏡射的三段變化。
進入加工步驟前,應先針對圖稿拉出標示的厚度線量測出最厚處─此處是頂段末與中段始的交界線,以此當作膠板取樣的最大值。
由於中段的弧面變化非常細微,所以加工時可以直接延用最厚的高度扣去膠板基礎厚度,得出所需裁切貼上的總量。左右側為了造型鏡射的關係,此處直接使用剪紙複製得出相同大小且超過腿殼外襯基底寬的素材貼上。
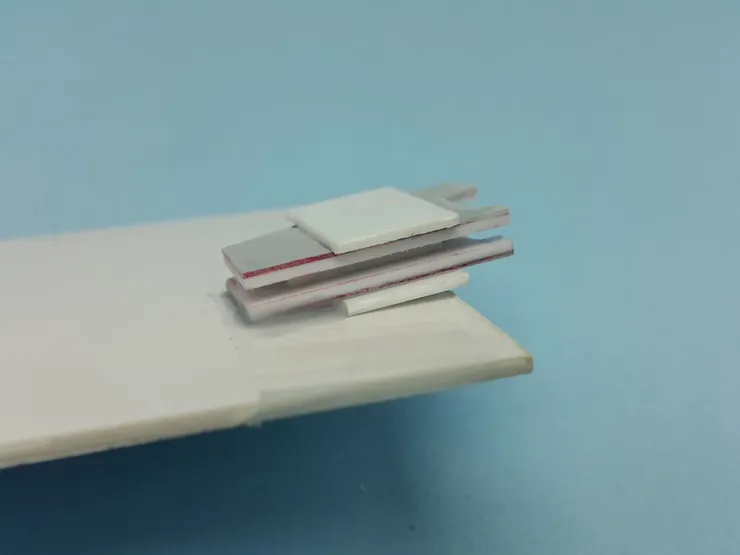
如果手邊的膠板基層或單片厚度計算上容易過厚需要大量打磨的話,老師建議對平薄的對兩片腿殼澆淋一層非常少量的瞬間膠補土後整平。
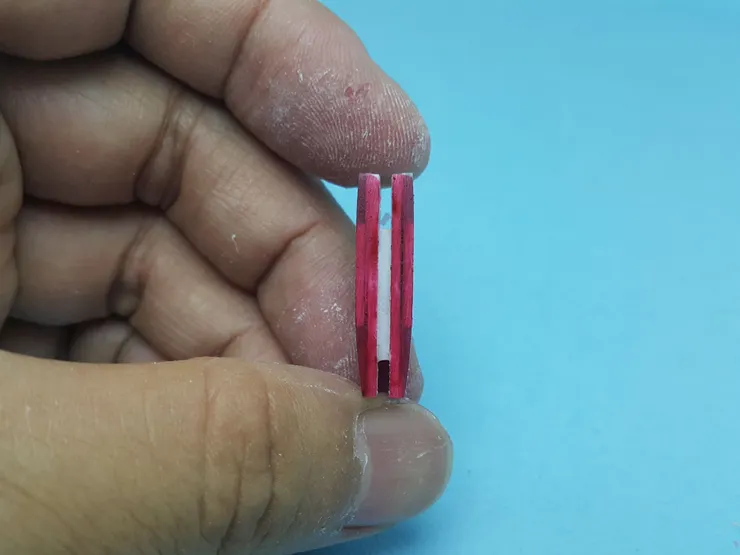
在上圖中,為了能使兩側的加工不會因為溢出的瞬間膠補土而造成封閉的尷尬情況,通常會隨意的選用一小塊膠板置入兩片鏡射的零件中間做出間隔。此處的黏貼不需完整,少量的點膠可使未來的拆卸步驟變得容易。
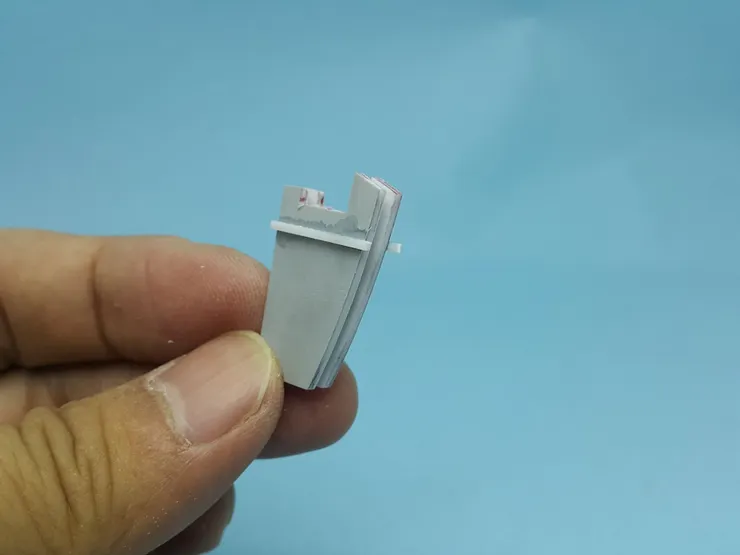
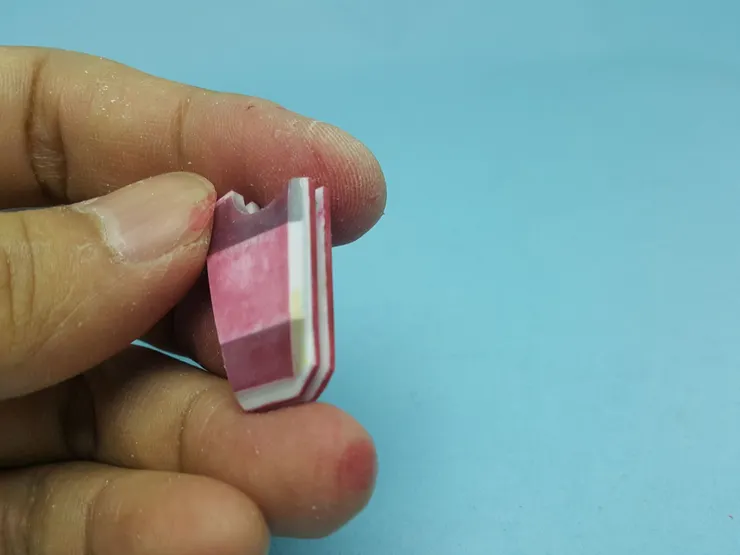
經突出段的修剪與腿殼邊緣切齊後,對兩面的底段各自施行一次瞬間膠補土坡面壓印、頂段予以澆淋增厚,得到雙段不同的造型。
頂段因為坡面壓印的傾斜角會擴及髖關節球基軸棒安裝座的交錯口處;該處的造型並無傾斜且後側有倒角通過的關係,會造成製作的困擾。詳細的頂前側斜角加工,我們將在後續章節中介紹。
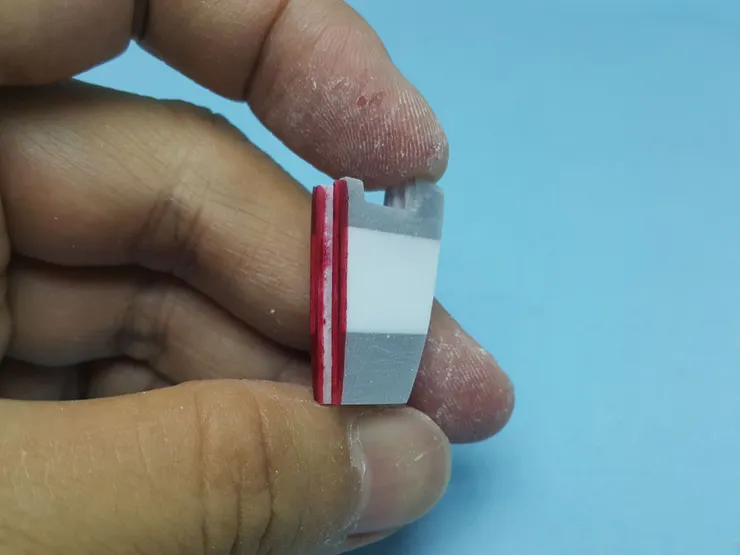
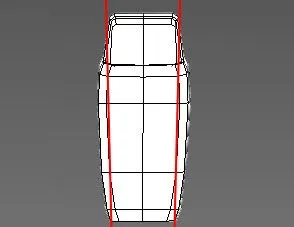
底段至中段的坡面變化處理,則用大面積打磨棒沿著同一方向逐次的削減體積、運用邊側塗抹紅色簽字筆標示並混用數位相機與軟體,可以清楚的檢驗出兩側鏡射的構型是否完善。

如果碰上設計原稿本身大腿內外側襯殼的坡度變化不同,或者是坡面總底邊長巨大的時候,可以考慮以下圖初期造型測試時的「膠板立柱面」形式來區隔。
通常,立柱形成澆淋流動停止面的點多半是轉折發生的邊線。

注意:由於複製不能呈現鏡射的關係,一旦決定內外襯殼的坡面特徵不同,就必須將兩兩鏡射的面獨立集合製作。
另一方面,如果想製作出如同前一節提到的造型特徵,其實只要用膠棒同樣在中段底、底段起始的交界處貼上一段作為立壁,直接兩次補土壓印和補密合度澆淋即可─不過相較前者,澆淋與壓印混用的材料用量大、乾燥的等待時間長且需要追加多次的打磨,一般不會用於如此巨大的塊面施作。

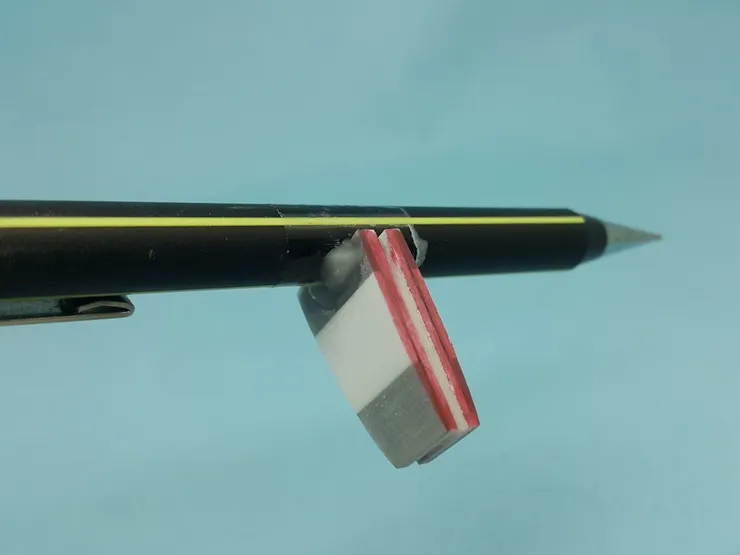
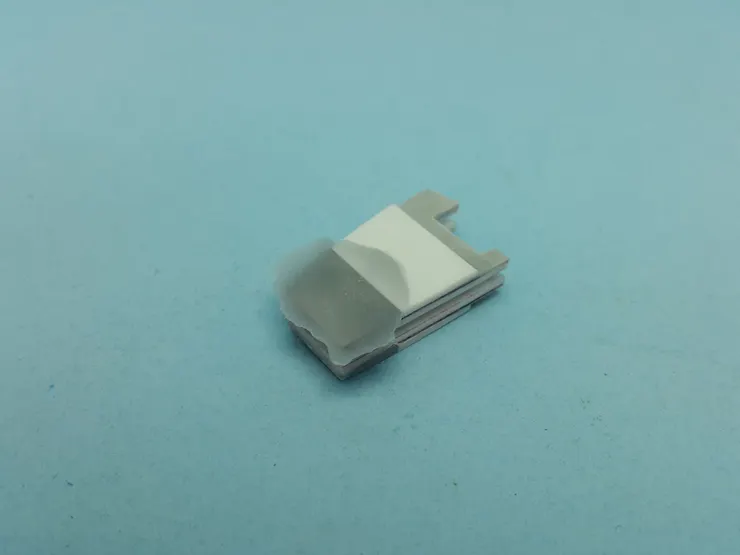
前述被預留為方口,實質為髖關節球基軸棒安裝座接觸的弧口在此一步驟使用自動鉛筆光滑的筆桿包裹膠帶壓印而成。
不同的弧徑可選用各種弧面生活器材來提供壓印的表面,如【臀部製作篇PART 1】出現的「前襠上蓋裝甲」的相片筒就是一例;同理,如果是需要八角形或六角形的外觀,部分廉價品牌的原子筆桿也是不錯的選擇。
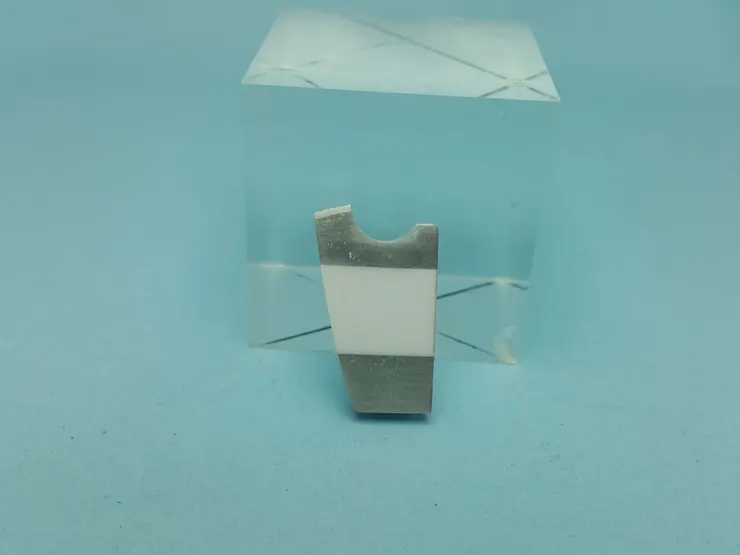
之後施予打磨與刨除,即可獲得完整的弧口。
注意相片的裝甲頂前側斜角,此處僅只貼上與整塊零件最厚處等厚的膠板以提供後續倒角加工所需的強度。
接著,順著腿裝甲後側面的邊緣與膝蓋關節機構接線處刨削,打出第一階段倒角。
至於造型的缺口則在第二階段沿著面頂端往零件內部平面的襯方向壓推,打出雙倒角接線的切角。

由於大腿造型自髖關節外為最寬朝膝蓋收攏的關係,為了詮釋這小角度的非平行收斂造型,故需在蒙皮與大腿殼後段靠向量控制鰭區段的延展倒角造型施工前,製作類似【上身製作篇】進氣道雛型的鏡射與內襯支撐兩用的快拆假組冶具。
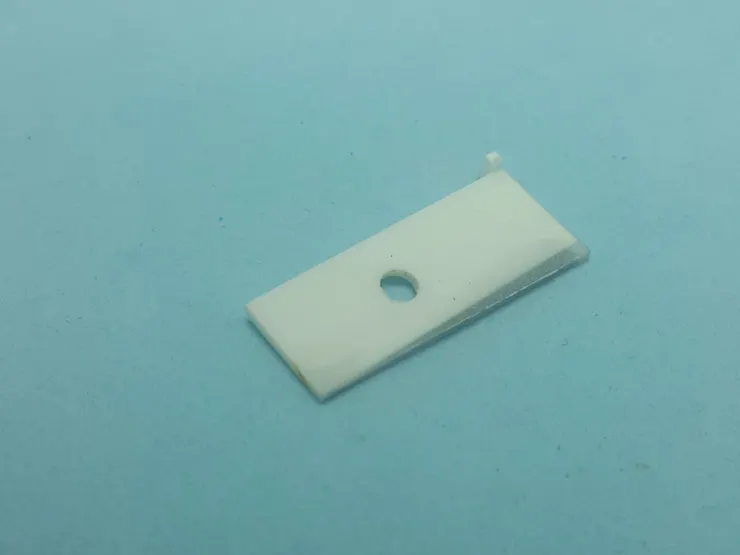
該冶具的製作的第一步,是取用兩塊剪紙複製等大的長方形膠板、充作腿殼蒙皮強固前的雙樑。此板件經疊合後,選符合PC零件左右側圓柱突起等直徑的手鑽,於標註橫貫短邊 (寬邊) 的中軸上選定一點、垂直開通。
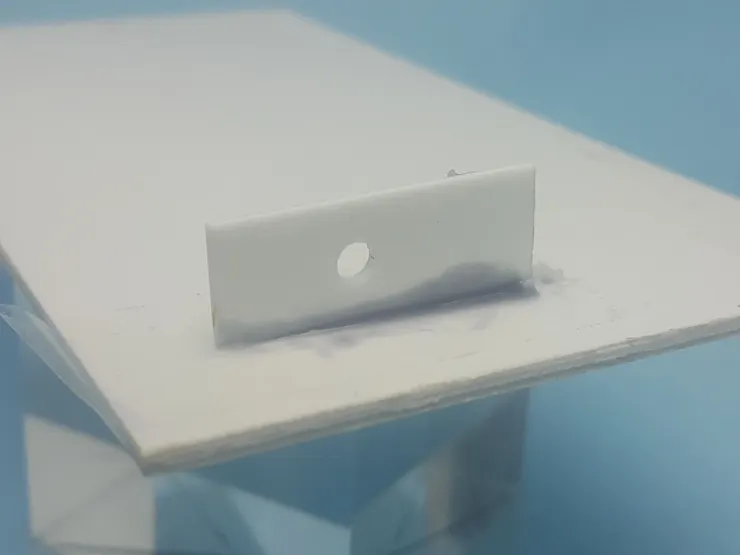
老師不建議在完成斜邊後才進行開孔動作。因為在膠板為長方形的前期,可透過長邊與短邊的平行線進行中軸的定位,便利地決定鑽孔落點。至於雙襯收斂的極小夾角處理,則使用立壁補土壓印的手法予以補正。
第二步的處理中,將通穿後二片共四邊選定共同方向的區域作為頂側,全貼上1mm的超薄膠條後,才在黏貼膠帶的膠板平面上進行瞬間膠補土的壓印。
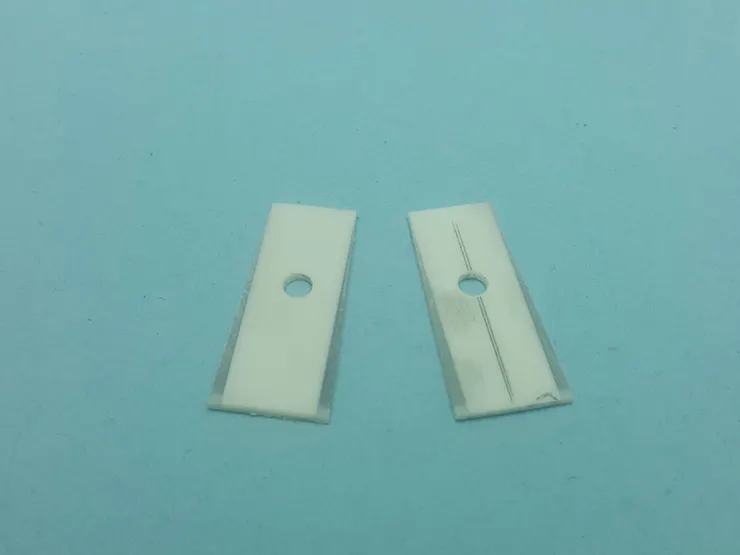
此二面完成後,在搭建前應先對邊緣收斂的孔洞任意一側貼上一塊與底邊 (或頂邊) 平行的膠板,如下圖同時運用插入的PC零件不與瞬間膠補土沾黏的特徵進行同步垂直孔洞與立壁校正。
詳細的立壁校正原理與教學,請見【開發者給問嗎?】的「常見提問特別篇」。

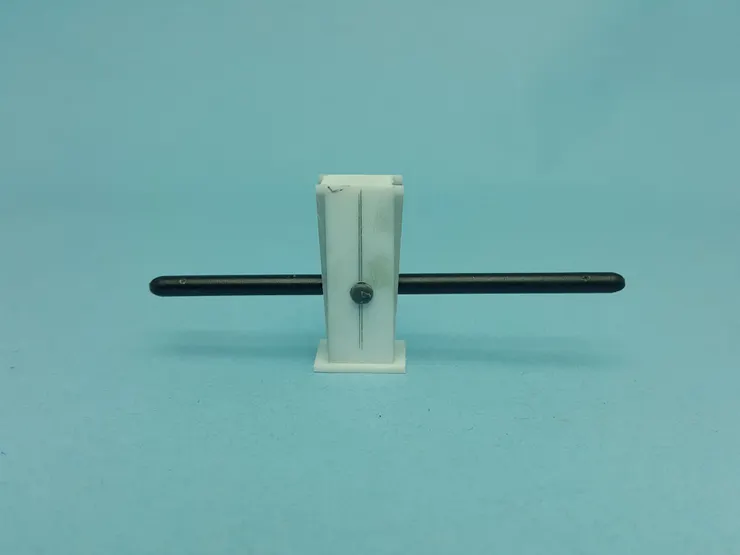
之後,為了強固支架使之不受到未來加工的應力而扭曲變形,老師建議應在頂與底各自追加膠板進行垂直增強段接,使之形成四面彼此立壁可併用腿殼構成箱型的狀態。


















