** 3C機構設計爸版權所有 ©️ **
哇哇哇,這個主題真的是既嚴肅又不願意碰到的議題,通常會討論到這個議題的時候,不外乎是產品的塑膠件出現了問題,諸如塑膠件脆裂、變(黃)色、產品儲存或出貨之後過了一段時間發現的裂痕、或是熱融銅釘的BOSS裂....等等,現象幾乎如出一轍,除了塑"裂",還是裂。但是,在這個問題發生之後,系統廠幾乎沒轍,因為射出成型廠商一定矢口否認使用二次料,也會補充所有的成型條件當作證據,至於射出成型廠商的塑料採購入廠,到塑膠成型塑膠件的重量比,一進一出的追查也不會有什麼結果,因為成型廠商也會說塑料採購及使用屬於內部跟所有客戶的交易物料,無法告知,反正,很多理由來阻擋問題的root cause finding朝向塑料的進一步分析,阻擋系統廠做使用二次料的追蹤,因為,只要使用了二次料,問題及賠償責任將會歸屬於射出成型廠商。那,遇到塑膠製品裂的問題,該如何做追蹤呢?該如何採取對策呢?3C機構設計爸的習慣不變,都會使用魚骨圖來著手,同時,採取條理式的步驟,針對現象 -->再做分析 --> 找到問題 --> 再下對策 --> 驗證(對策)--> 最後做對策的結論。因為對策也可能不只一種。
言歸正傳,遇到塑膠裂,必須先列出各種可能的原因,為了不讓今天的主題一直發散,所以3C機構設計爸就邊列出狀況邊提對策的方向。塑膠件裂的狀況以下幾種狀況…
- 在塑膠件主肉厚、或次肉厚的地方裂。
- 在機構驗證測試時裂。
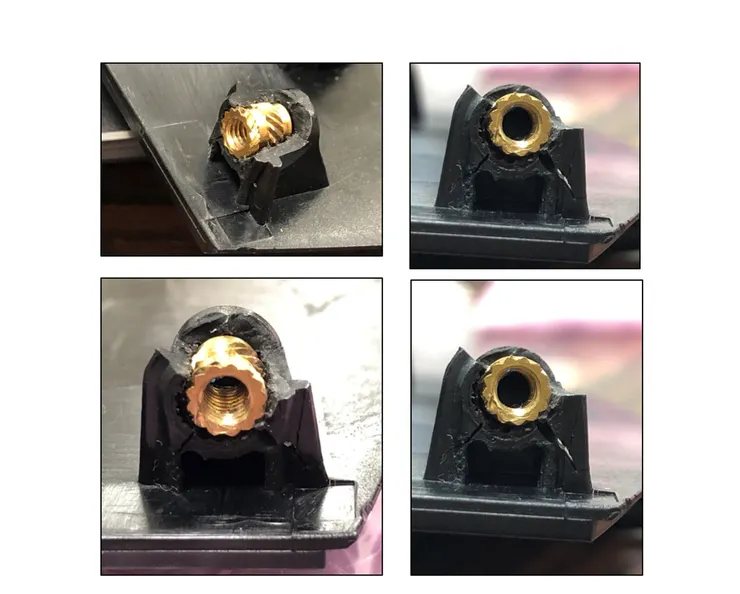
- 熱融銅釘的BOSS碎裂。
- Insert molding 銅釘周圍的BOSS碎裂。
看到塑裂,第一時間必須觀察熔合線的位置,如果裂的地方是在熔合線的位置,那恭喜你,這個裂的問題初步判斷就是問題單純多了,可以朝向成型條件的調整,讓流動波前完全融合,或者是變更膠口的位置來讓熔合線落在結構比較強的地方。或是在機構設計上做修改,讓塑料流動更直接、更快速,並增加結構強度。
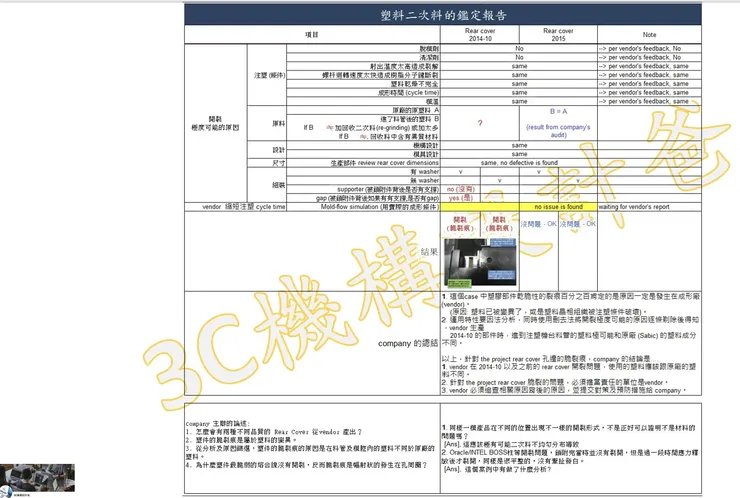
3C機構設計爸提過的魚骨圖,附檔圖片以熱融銅釘的塑膠裂為例,做了一個簡易的魚骨圖分析原因及他提供對策的想法供各位朋友參考,當然,萬一發生塑膠裂的問題,在客戶面前,如果是朝向使用二次料的方向來跟客戶報告,那所有動作就要非常小心了,因為,一旦客戶認為射出成型廠商的生產有偷料的懷疑,影響的可能是系統廠的商譽、出的貨call back、甚至停止合作關係,所以,在客戶面前切記不要自作聰明的跟客戶報告說會查廠商是不是用二次料造成塑膠裂的狀況。
另外一方面,塑膠件裂的問題跟廠商溝通時,就要直球對決了,任何可能發生塑裂的原因都必須裂出來討論,包括成型條件、模具設計、機構設計,塑料、加工…等等,那麼,身為系統廠的機構設計部門該如何在射出成型廠商、甚至抽粒染色廠商面前主導塑裂的事件呢?以下是3C機構設計爸的主導方式,藉此機會分享給各位朋友。
- 魚骨圖做出來,列出主要因、次要因、次次要因。
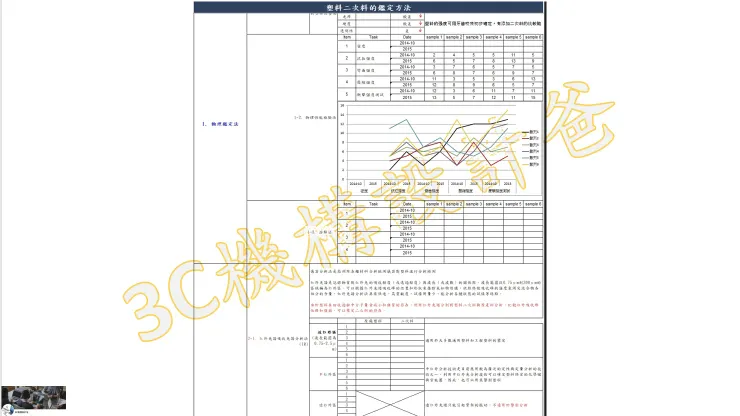
- 以塑料的MI值規格來演算出塑膠件合理的MI值規格,並且檢驗塑膠件的MI值,檢驗的取樣最後去塑裂區域附近的塑膠當檢驗的取樣。當然,對於品質管制部門及研發部門,做出MI值的歷史紀錄資料是很重要的。如何做,可私訊3C機構設計爸。
- 如果塑膠粒是屬於抽粒染色的,那,事件就會變的複雜很多。但也不是那麼絕望。還是可以要求射出成型廠商叫抽粒染色廠商提交抽粒染色後的塑膠粒MI值規格,以這個MI值規格再演算出出塑膠件合理的MI值規格。在2022-10月初已經介紹過演算法了,但要特別注意”單位”的一致性。
- 順便一提的是如果不是真的必要,塑料盡可能不要做抽粒染色,也就是說,盡可能用塑料原廠染色的塑料。因為抽粒染色是執行一次射出成型,分子結構被破壞了一次,更糟糕的是抽粒染色不只是加了色母(或色粉)抽粒廠商還會加入莫名的塑膠,塑膠特性會變的根本無法掌控。
- 檢查熔合線位置
- 檢查塑裂附近的結構是否可以補強。
- 檢查設計是否有薄肉厚的地方?甚至檢查設計是否有影響塑料流動或成型問題。
- 驗證是否含二次料的測試方法,3C機構設計爸在以後的分享中會做介紹。
參考文獻: 網路圖片、文字及企業圖片
如果業界需要諮詢解決方案,3C機構設計爸已開課接受線上諮詢。
報名線上一對一線上課程 或 私訊報名
https://calendly.com/tomdaddydesign/course-link
Facebook:
https://www.facebook.com/tomdaddydesign
IG:
https://instagram.com/tomdaddydesign/
Threads
https://www.threads.net/@tomdaddydesign