摩擦焊接的起源可追溯到公元1891年,當時美國批准了這種焊接方法的第一個專利,該專利是利用摩擦熱來連接鋼纜,隨後德國、英國、蘇聯、日本等國家先後開展了摩擦焊接的生產與應用。
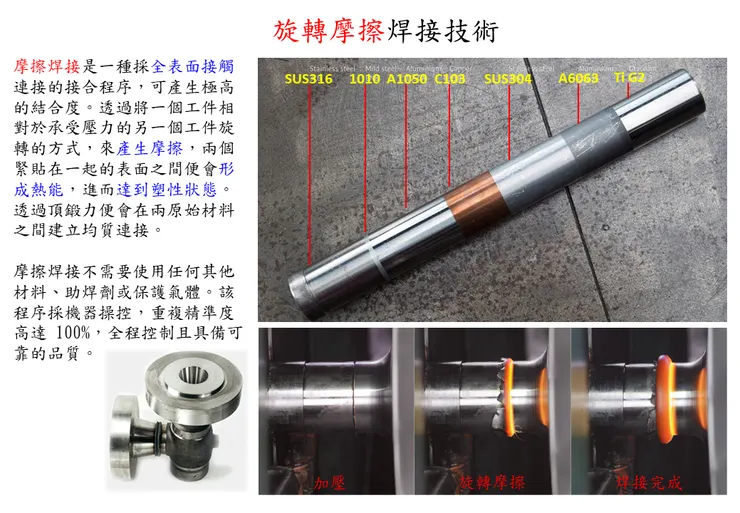
摩擦焊接是指利用工件接觸面摩擦產生的熱量為熱源,工件在壓力作用下產生塑性變形而進行焊接的方法;利用焊接接觸端面之間的相對運動,使其附近區域溫度上升到接近但一般低於熔點的溫度區間,材料的變形抗力降低、塑性提高、介面的氧化膜破碎,在頂鍛壓力的作用下,伴隨材料產生塑性變形及流動,通過介面的分子擴散和再結晶而實現焊接的固態焊接方法。摩擦焊通常由如下四個步驟構成:
1、 機械能轉化為熱能
2、材料塑性變形
3、熱塑性下的鍛壓力
4、分子間擴散再結晶。
摩擦焊接相較傳統熔焊最大的不同點在於整個焊接過程中,待焊金屬獲得能量升高溫度並沒有達到其熔點,即金屬是在熱塑性狀態下實現的類鍛態固相連接。
在台灣是一種廣泛應用的技術