
在上回的製作篇章中,大頭老師展示了二類巴力頭部冠狀構造的建置攻略法─固定一體與可拆分離式。運用不同的補土和隔離特性,以積層或捏塑構成粗胚,輔以雕刻刀整型和打磨,最終完成同樣造型的呈現使命。
在本回中,則特別針對前回留下未解的內容─左右「飛簷」與「犄角冠座」二處,予以補完。

許多朋友對前篇的頭盔造型歸類有著好奇:明明是一個大造型中嵌有基座的模式,為什麼分類會將犄角冠座與左右側飛簷外觀分離?
答案很單純:因為包含冠座的左右飛簷完成粗造型後,犄角冠座的區域仍需要獨立加工。基於製作階段的切離,兩者分成不同的小節解說會比較容易、也恰好符合製作的工序。

左右飛簷的造型是一漸進增大的類角椎;其最大處恰好就是角冠的安置處。
經取量1:1的CG粗模數據,鏡射複製裁切出二塊三角型膠板,然後圍出對應的邊框、留下如上圖對頭盔角冠側的接觸面空白。這二塊三角形將成為瞬間膠補土基層用的扶壁,可有效幫助二側的飛簷成形。
接著旋轉頭盔,將欲積層的飛簷面朝上,自前冠向三角形立壁澆淋瞬間膠補土。重複數次並逐漸減量後,便可以達成飛簷粗造型。本部分左右各需施行一次。

之後理所當然地順著造型進行打磨,去除溢料並適當地再填補積層的物理破綻後,便可形成下圖平滑的飛簷造型。



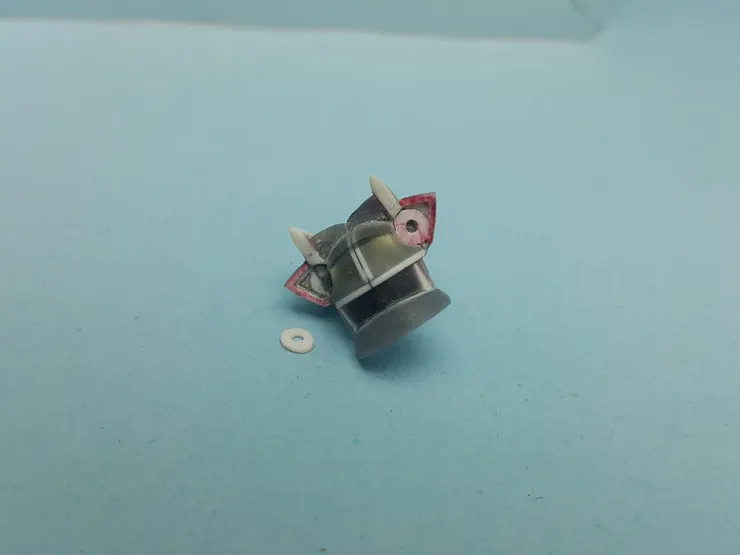
考量機甲的巴力設計有還原人物設計的意圖、且「角」的植入需要有足夠的空建和環境支撐輔助才能穩固,故巴力頭上的角冠將採用下圖「先破壞再重建」的手法,以大孔手鑽在飛簷內基座平面與頭部左右側交界 (也是頂冠雙脊外側面) 處拓出設置所需的區間。

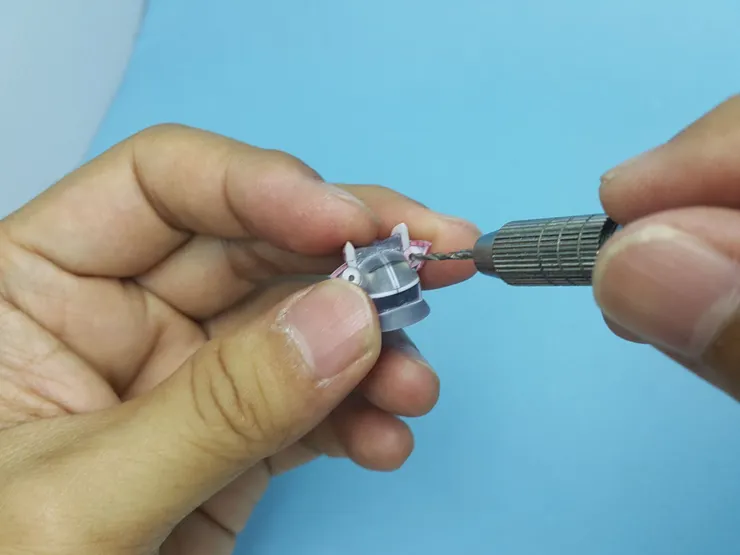
理所當然的:手鑽留下的開口是用於容納完成的犄角而非製作途中的框架,為了使用於打底的鐵絲 (或電線) 能妥善的安置於該處,故兩側需補上額外同大手鑽同直徑的圓膠板、並於其上預留鐵絲 (或電線) 插入所用的開孔。
而為了讓鐵絲 (或電線) 插入後能更加穩固,可在量測插入物的直徑後選擇適當的手鑽,通過該開孔再次對左右飛簷內部深入、形成暫時的「插銷」機制。第一階段角冠座的加工到此結束。

SPECIAL NOTICE:
注意!在採購鋁線時,如果商品名稱有「日本鋁線」字樣且來源和手工藝有關,則材質實際上是陽極處理的銅線、並不是真的鋁材!
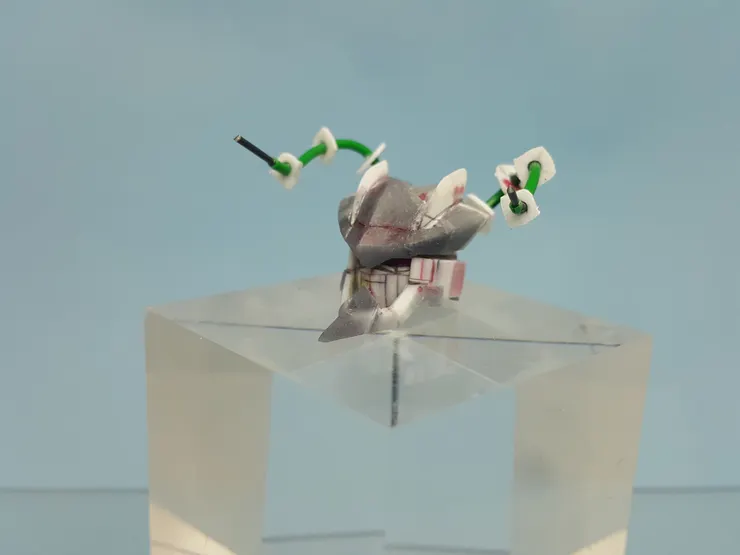
和具備固定造形且鏡射對稱的機身不同,巴力頭部的雙犄角其實是兩支長短不一、粗細不同、轉角位置不相襯的獨立個體。
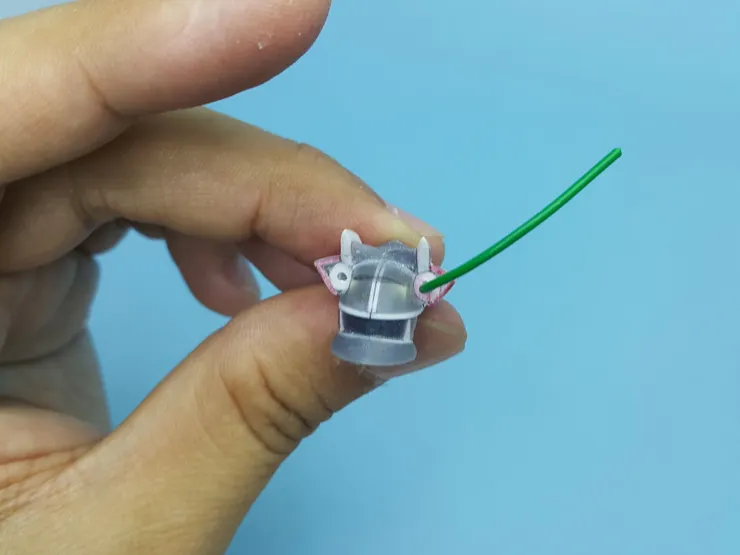
欲呈現此一獨立而且連續自由變化的弧度和剛性特徵,老師將單蕊電線依著安裝接面上的開孔插入,然後視概念稿 (機械與人物) 的外觀,凹折出下圖的「合理」弧度。
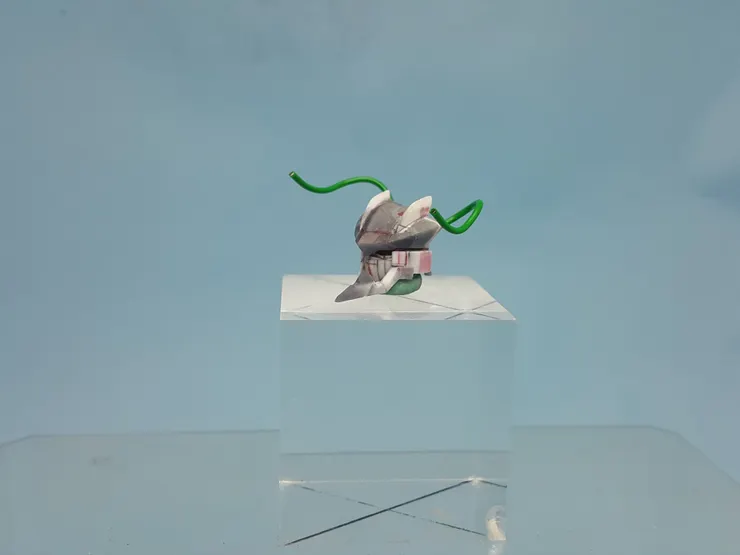
而為了讓後續的角能循段落控制粗細漸進,每一處彎折的轉角都要置入一塊打孔的膠板;左右二側因不對稱的關係,置入片數亦有不同。
接著,大頭老師對膠板所在的轉折點─包含角冠座基部的那一片膠板─淋上第一層少量的瞬間膠補土。待乾燥使膠板位置固定後,再利用初次澆淋的粗糙表面追加積層,直到補土稍微淹沒膠板表面為止。
老師提醒:當加工步驟進入多層積層時,為了使頭盔、角冠座和犄角三者不會因為補土澆淋而固定,應循序進行頭部分解。
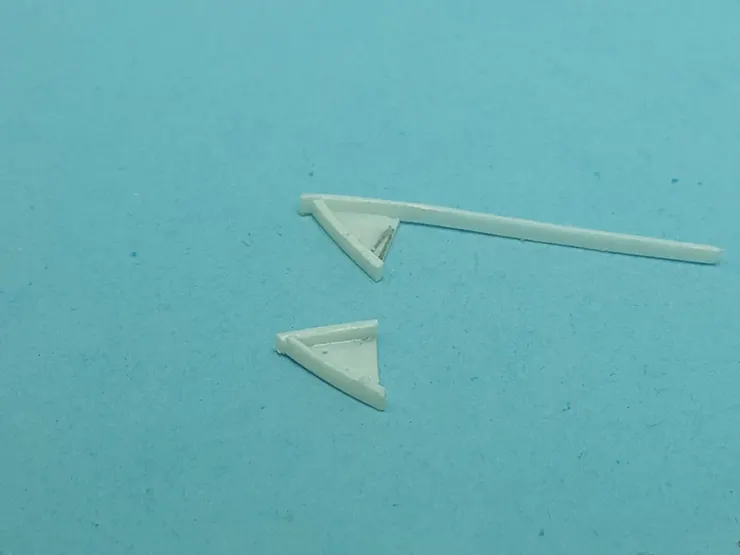
當取下角後,可針對原先角冠座基座接面處的原型膠板與突出的單蕊電線部分進行再加工,拆下電線的絕緣層並以電線的直徑為參數,找尋合適的膠棒開孔替換套接形成可用於翻模的插銷。該「插銷」可參照下圖。

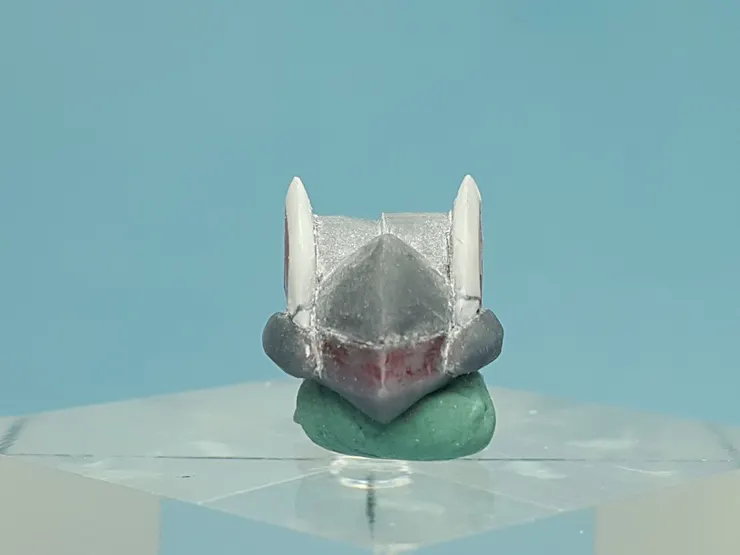
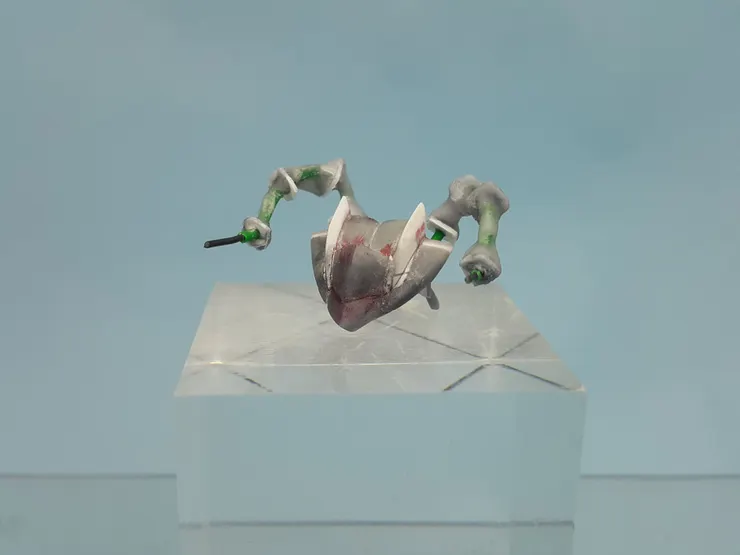
經不厭其煩地對角冠座與頭盔接面的弧度、角轉折區的粗細和收尖部位施以打磨、雕刻刀推刨和刀片切削調整,銳化造型且安裝密合的雙不對稱犄角、於下圖大功告成。



當犄角的造型完成後,加工再次回到外展的左右飛簷與背面的角冠座上。以下內容,將針對可容納未來耳部細化突起造型的飛簷二段缺口、邊緣二層造型以及犄角安裝防呆進行細部的介紹。

還記得當初角冠座底部所使用的「加框三角膠板」構造嗎?
是的。因為頭部受限於機體比例的關係,傳統的貼附分層造型法無限接近無理;為了呈現上概念圖角冠座特有的外框造型,最初追加立壁的那兩條壁面膠條,該是透過刻出防火線並推刨的手法,使之重見天日了。

如果有順手紀錄裁切膠板相關數據的習慣,此時可依當時加框所選的框厚,逆向以尺或平行板輔助刻出對應的寬度。之後如同過去【胸部製作篇】系列的「零件密合」刨刮手法,用雕刻刀從角冠座尾端向防火線推去,使白色的膠板裸露。
完成品如下:

如果你恰好沒有紀錄該立壁的壁面厚度,老師則建議與下一段對調步驟,先刻出飛簷的轉折段並從前端往角座推去,同樣設置想要預留寬度的防火線,並在邊緣收刀形成段差。

基於概念稿的還原並排除耳部些微上凸的造型干涉,在確認飛簷尾段造型的寬 (或稱厚) 度後,亦須透過假組規劃出耳部靠攏的位置、並評估刨除的厚度。
該位置可利用最初的前冠和第一段飛簷的起伏造型及二段追補的外觀定出。同以刻線刀配合尺在表面切出上圖收斂凹角的防火線,後整併耳部層疊造型最外層的寬度標記出收斂切入的角度,向前冠方向鑿推。
下圖展示的是加工前後的比較:

當然,製作時仍需留意兩側校正與刨鑿深度是否會觸及最初的單蕊電線臨時插銷孔。如果不慎發生貫通的狀況,則需要考慮重新填補並再次修整造型。

由於粗加工階段的犄角基座使用了手鑽開孔並加入了圓形的基座片,後續的雙角又針對接觸面密合施予打磨,細緻的表面和置換後插入交棒的犄角插銷已經無法提供足夠的摩擦力維持完成品的角上舉,且安裝時可轉動的位置會讓未來的消費者搞不清楚哪個角度才能正確地呈現設計的外觀─適當的防呆成為了必須。
一如最初的「先破壞後重建」,防呆設置的第一步,便是用手鑽再次對內部結構進行再次破壞。本次地破壞對象有二:一是單蕊電線的臨時插銷、二是恰好可容納基座圓膠片的外孔徑。

當然,考慮手鑽直徑與修整後飛簷的厚度變薄的關係,破壞性鑽入的深度不一定要達到原先用細鑽鑿出的深度。必要時視情況逆向修短安裝棒即可。
而為了真正的達到防呆的效果,該安裝棒的任意一側應用打磨削出平面,以供停轉時使用。詳細可參照上圖。

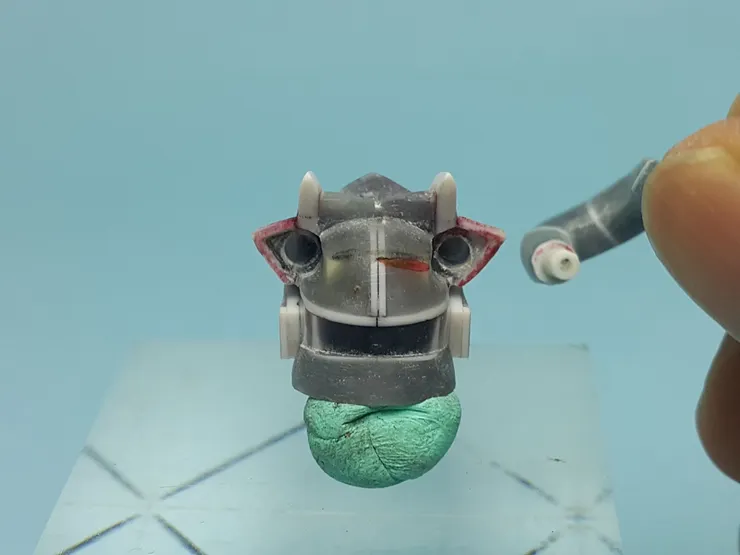
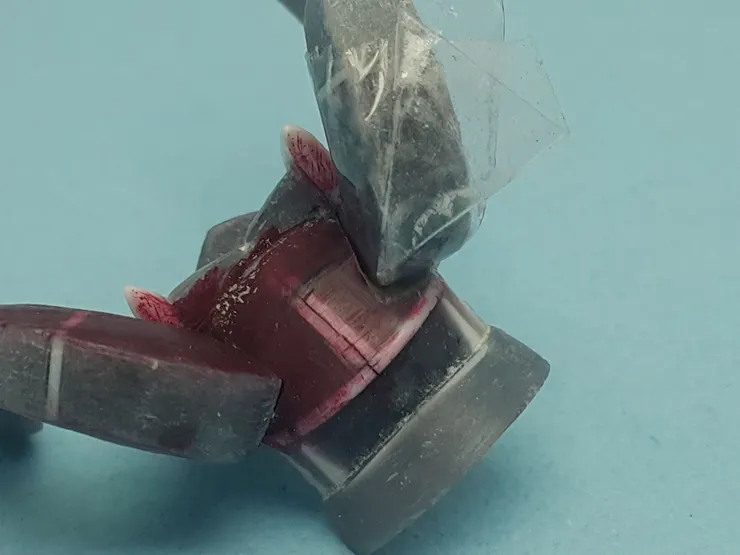
接著對角的安裝棒底端塗抹油膏,並在角座內填入少量AB補土或汽車補土,於其乾燥前壓入形成構造。此處是整機唯一一處不使用瞬間膠補土的區域,因為油膏對瞬間膠補土的隔離能力不良。
另,不考慮包裹膠帶進行防呆插銷壓印的原因,則是出自膠帶的厚度相對於所需的密合度來說太厚,成品無法單純靠摩擦力穩定所致。
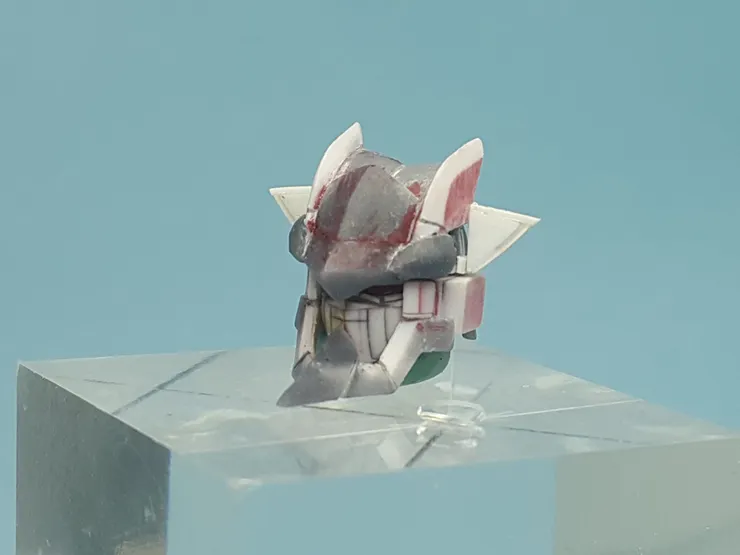
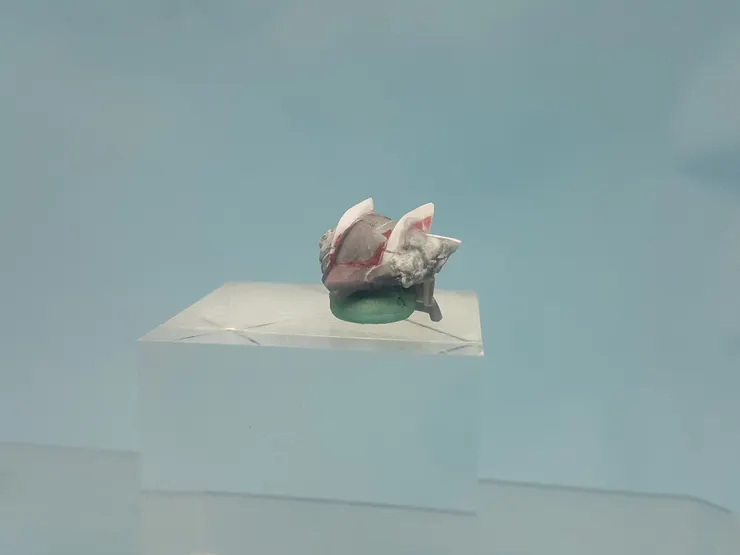
一旦瞬間膠補土仍有出場的機會,可趁著乾燥階段對犄角與頭盔上鑿出的槽面進行小規模的刨刮與壓印修整,追求更好的密合與多重的防呆。
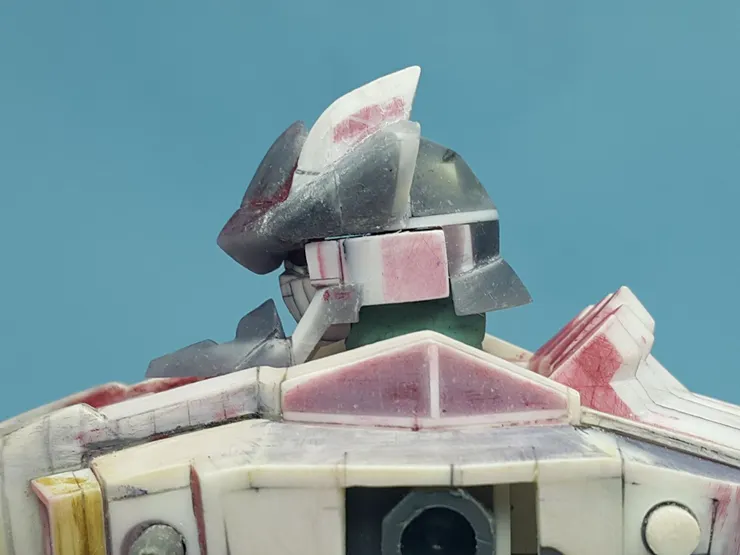
完全乾燥、打磨平整的頭盔與犄角如下圖:



















