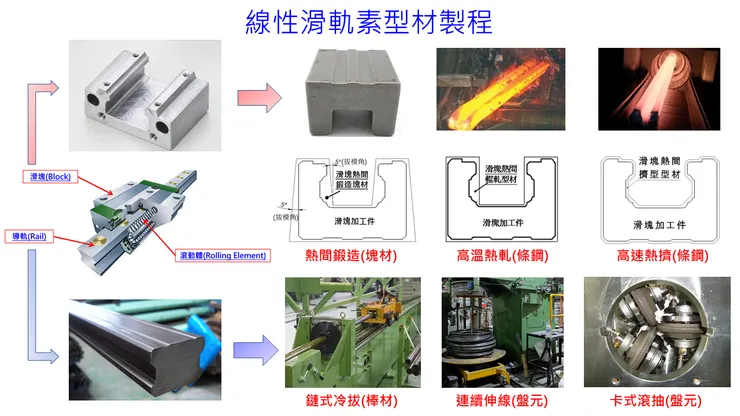
線性滑軌是一種直線運動引導為目的之低摩擦滑動組,由導軌(Rail)、滑塊(Block)與滾動體(Rolling Element)三大部分構成,透過鋼珠或滾柱(高荷重型)所構成的滾動體為介質,使得導軌與滑塊間產生相對運動,帶動負載平台完成高定位精度(μm級)線性運動。
國際上三大線軌製造商分別為日本THK、NSK與台灣的上銀科技,合計產品市占率50%以上,規格以導軌的寬幅尺寸定義3mm至65mm共13型(不同製造商每個型號會有幾mm的差異),通常15mm型以上(含15mm型)稱為『標準型』,3~12mm型則稱『微小型』,標準型的導軌與滑塊材質分別為S55C中碳鋼、SCM420H合金鋼,微小型則一致使用X65CR13高碳高鉻不銹鋼(近期也有廠商改用SUS440不銹鋼),生產流程上各家製造商差異不大:成形→機械加工→表面硬化→研磨→組裝,但在成形工法的選用則會因產品的外型與材質不同而有差異。#導軌,成品長度依不同規格需求可為40~4,000mm,一般以盤元材連續進給冷抽成形,大部分為三個模次成形(大變形會多幾模次),每個模次中會進行一次製程退火,故通稱三抽三退;寬幅45mm以上導軌因盤元材難以捲圓,故通常以4米或6米棒鋼以鏈拉冷拔機進行成形,製程模次設計和盤元連續冷抽差異不大;而材質為不銹鋼的微小型導軌,則因材料加工硬化嚴重,常以低摩擦係數的卡式滾抽模組(cassette roller)成形,但由於模組結構與設備因素,成形產品寬幅通常不大於20mm(或截面積固定值),且形狀較為受限。
#滑塊,65型最大寬幅約在130mm,不論合金鋼或不銹鋼材質大都採用熱鍛塊材製程,因鍛造拔模角特性與滑塊內凹特徵,成形後需要不少機械加工成本,且因應不同長度需求則需要多組模具生產;近10幾年來技術上逐漸發展熱軋或擠型並冷抽成異形條鋼,研磨後依所需長度裁切成塊材鑽孔,大量節省製程與交貨時間,同時減少20%左右材料成本,但這類型的異形條鋼目前大部分都是國外海運進口(豐興鋼鐵近2~3年有發展熱軋異形鋼生產),從訂貨至到港約莫需要4~6個月時間,造成不少觀望的採購考量。
#產品規格少量多樣
#線軌景氣三年一輪投產風險不小
#這產業一轉眼就研究了8年