本文來討論被視為明日之星的平角線生產技術。
事實上筆者很早就接觸過這種類似長方型的漆包線材製程,但那時稱為扁平線,而近幾年則有了平角線。實際詢問過後,主要是四個角落的差異,扁平線邊角是更類似圓弧造型的,而平角線則更逼近直角。另一種差異是在尺寸大小,扁平線的尺寸範圍較小,而平角線的尺寸較大。比較有趣的是,早期這種長方型的漆包線材並不普遍,筆者曾經遇過馬達生產廠,是購買圓形漆包線,於廠內自行壓扁來使用,這模式應該是比較偏向扁平線才對。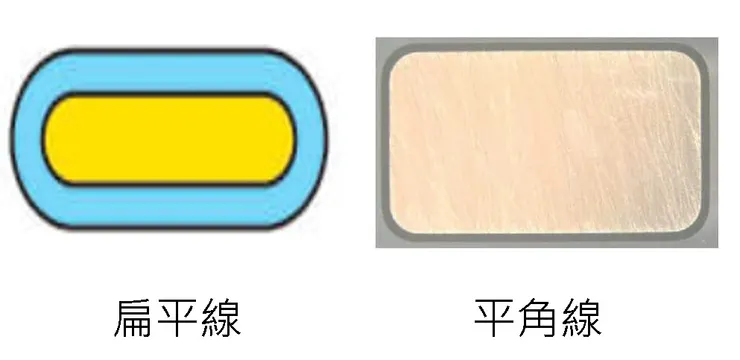
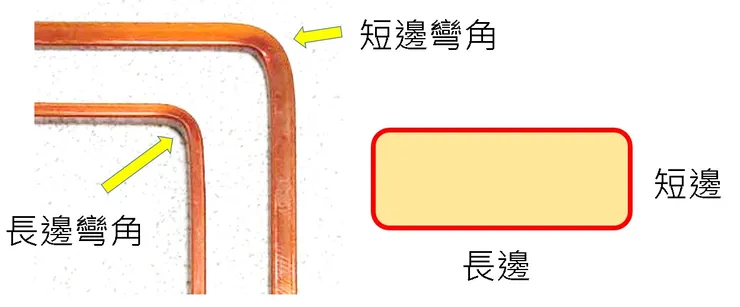
早幾年前,日電產就曾找筆者來嘗試捲繞平角線,但不同於過往的形式,要用短邊彎角繞線。由於平角線為長方型,因此可分為長邊與短邊兩側,如下圖所示。長邊彎角,則內外側的距離差,就是短邊的尺寸,因此內外側彎角周長的差異較小;短邊彎角,則內外側的距離差,為長邊的尺寸,則內外側的彎角周長的差異很大,會產生諸多問題。
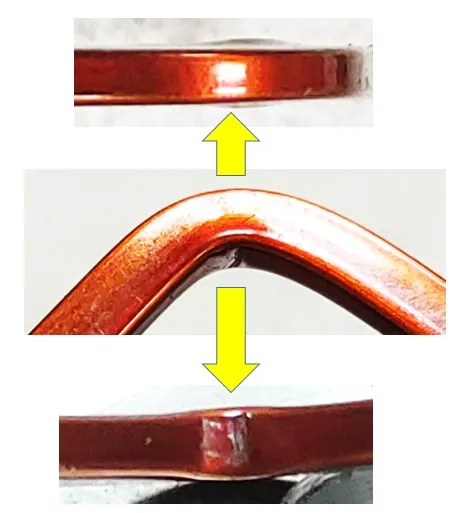
早期在試繞時,最先發現的問題,就是短邊彎角繞線後,外側的拉伸量過大,絕緣皮膜的延展性不足,造成絕緣層破裂。將此情況回報後,表示漆包線絕緣層要先能撐得住變形,才能有下一步的測試;日方表示要再進行研究,後來計劃就無疾而終。

近年則是大亞電線電纜在電動車用的漆包線技術持續深耕,也提出了平角線的產品,交由筆者進行測試,證實可進行短邊彎角,且絕緣層不破損,這點讓筆者十分驚訝,有詢問過解決辦法。目前已知是在配方及塗佈製程上有作了改進,因此讓絕緣皮膜的延展性提高,足以應付彎角拉伸的力量。
過往在還未解決漆包線絕緣層延展性不足的情況下,馬達要使用平角線來提高馬達槽滿率,進而提升馬達效率,都會採用降低彎曲角度的方式進行。當彎曲的角度較小時,則內外側的周長差異量降低,外側的長度變化較小時,絕緣皮膜就沒有破裂的問題。
降低彎曲角度雖然解決了生產的問題,但平角線設計的優勢也被減弱了。槽滿率的提高,之所以能提升馬達效率,主要是更粗的導體面積,可使馬達漆包線圈的電阻值降低,達到降低銅損的效果,提升馬達效率。但隨者彎曲角度的降低,漆包線圈的無效端部繞阻增加了,代表者電阻值也增加了,因此平角線的優勢可能蕩然無存。
因此大亞的平角線短邊彎角可達到90度,就可以改善上述無效端部繞組過長的缺點。然而實際的問題仍然存在,雖然絕緣皮模可以擁有足夠的強度及延伸量,銅材有良好的延展性,可以應付這些彎曲工作,但還有尺寸變形的問題。由於彎曲後,內外側的拉伸量不同,會導致漆包線的尺寸變化,在彎角內側的尺寸會變大,而彎角外側的尺寸會變小。
尺寸變小的部份,我們可以不理會;但變大的,就會影響到原本的設計規劃,且又改變了槽滿率的條件,可能導致槽滿率下降。這些都有待後續技術上持續的改進及調整,才能使平角線真的變成明日之星。
重點整理:
先知道問題所在,才能改善它。
#可擔任業界顧問、講師
#個人經營歡迎贊助
馬達技術傳承計畫
想要馬達的技術嗎?想要的話可以全部給你,去找吧!
我把所有的知識都放在那裡了。




















