本文將針對細的漆包線,來討論如何繞好線。
首先要先來定義,何謂細線? 但這其實不僅僅是以漆包線徑的粗細來決定的,還包括了漆包線的公差及要繞的圈數;更正確的說法是,繞線條件是否允許整列排線,或是肯定會亂。若是肯定會亂,則就會屬於細線的範圍,則在意的是線型,而非一根接者一根,看起來排列非常整齊的繞線成果。而線型就是指繞完後,漆包線圈的整體外型是否能達到最高槽滿率的形狀;大部份的情況是泛指呈現梯型的狀態。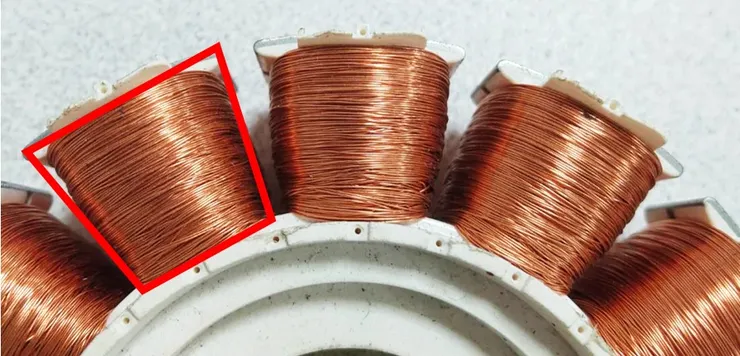
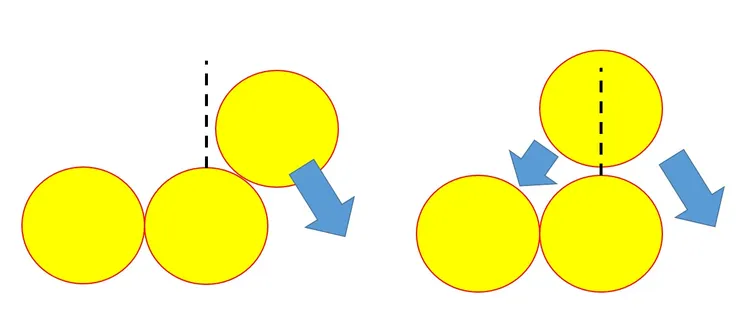
是否歸類為細線,其計算的概念,其實是漆包線完成外徑的公差,乘上圈數後的累積公差是否超過完成外徑的一半。由於漆包線為圓形,則當累積公差達到一半時,則線圈落下的位置會開始不穩定,一但沒有往前落下,而是向後交疊的話,線型就會開始不規則化。
以數學式表示,其中Wt為漆包線外徑的製作公差,N為繞線圈數,Wd為漆包線完成外徑。
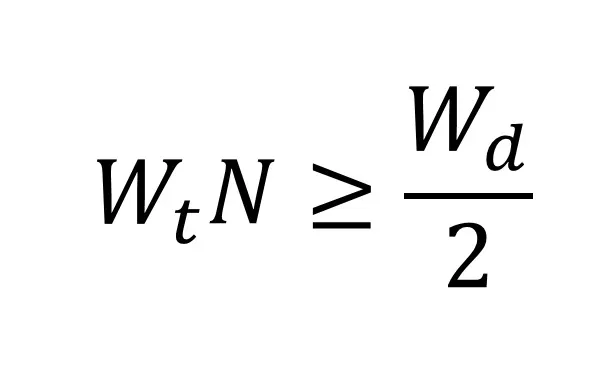
以實例來計算,假設漆包線徑為1,而製作公差為0.05;則取線徑的一半為0.5,這就代表繞10圈後,累積的公差就會達到線徑的一半,要執行整列排線,就不可能達成。當然,實務上的製作公差會更小;但實際上繞到30~50圈後,其實都會超過判定標準。所以這細線的判斷,是要依靠漆包線徑、製作公差及圈數來評估的,而非單純的線徑粗細。
其實馬達的工作電壓,會影響馬達繞線圈數,在電壓篇有說明過。粗淺的概念就是電壓大小正比於圈數多寡,因此低壓馬達,有機會做整列排線,而高壓馬達大多為細線多圈數,線型就比較重要。
在目前的繞線機製程中,會使用兩種方式,來達到線型調整的方式,最基本可調的相關設定,主要是排線起點、排線終點及線徑,這三個參數。最簡單的作法是在繞線機的設定中,在排線起點處,設定一個等待圈數;意思就是繞到排線起點的位置,繞線機會停在此位置,原地繞線,繞到設定的圈數後,才又開始往排線終點移動。這在起點與終點的間距短的情況下,就會比較接近梯形;但若間距長的情況下,反而看起來是只有排線起點的位置變胖了。且此種原地繞線的方式,其實線型仍屬於不穩定狀態,會有交疊、無法預測落下最終位置及線圈鬆散的現象,導致每顆漆包線圈的電阻及電感值的差異會較大。
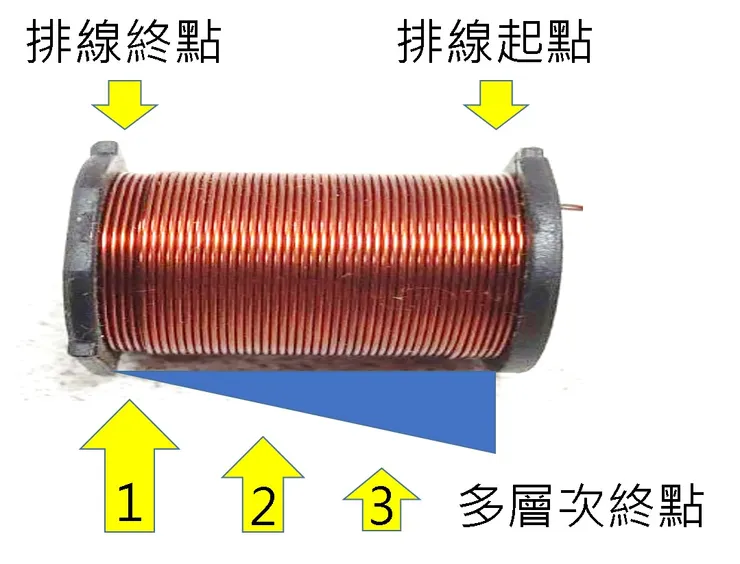
因此間距長的情況,我們會使用多層次終點的方式,依線型改變繞線折返位置,以達到梯型的效果,但由於這設定比較多,且條件會依線徑及圈數變化,都要反覆調整,對繞線機不熟的師傅會不容易設定。
重點整理:
要繞好馬達線圈,除了材料的配合外,繞線機的設定手段也很重要。
#可擔任業界顧問、講師
#個人經營歡迎贊助
馬達技術傳承計畫
想要馬達的技術嗎?想要的話可以全部給你,去找吧!
我把所有的知識都放在那裡了。



















