解決了馬達設計上的難題,下一步就是馬達生產上的困擾,以下分為不同的部分一一說明之。
一、繞法變化平角線若採用傳統馬達繞線法,首先會遇到進出口線的空間問題,導致平角線無法使用傳統馬達線圈的堆疊方式;如下圖所示,會有起繞線堆疊在線圈最內側,需要有額外的空間讓線材跑出來,但平角線缺乏任意成形的自由度,因此除了早期日本有嘗試過,讓筆者看過一些樣品後,就改變繞線方式了。
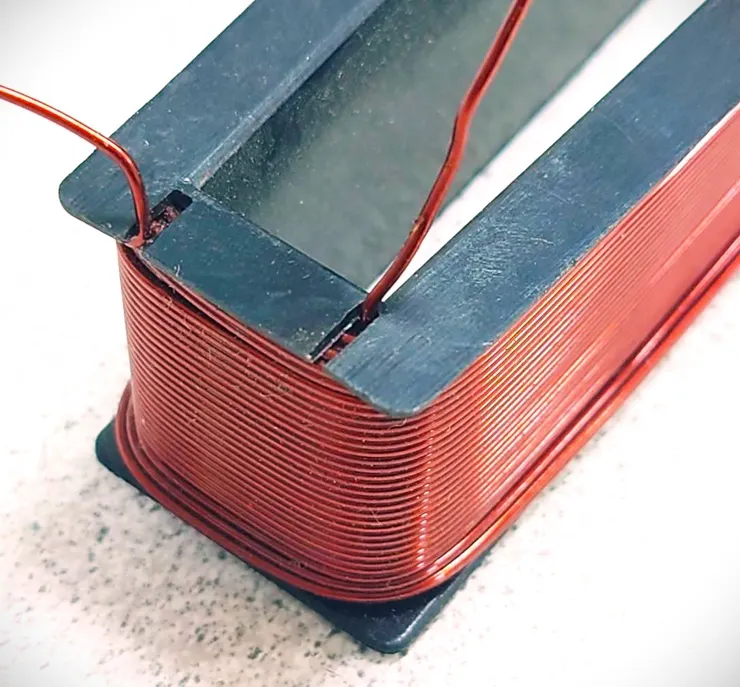
傳統線圈進出口線位置
第二次討論的繞法則是挑選平角線短邊做折彎繞線,如下圖所示,漂亮的解決了馬達進出口線的問題。筆者也親自繞線測試過,銅具有良好的變形量確實可行,但漆包線表層的絕緣漆撐不住,直接破裂造成層間短路,因此此種繞法的研究也就不了了之,目前知道日本方面還有再持續努力中,採用先成形在做絕緣處理的方式進行。
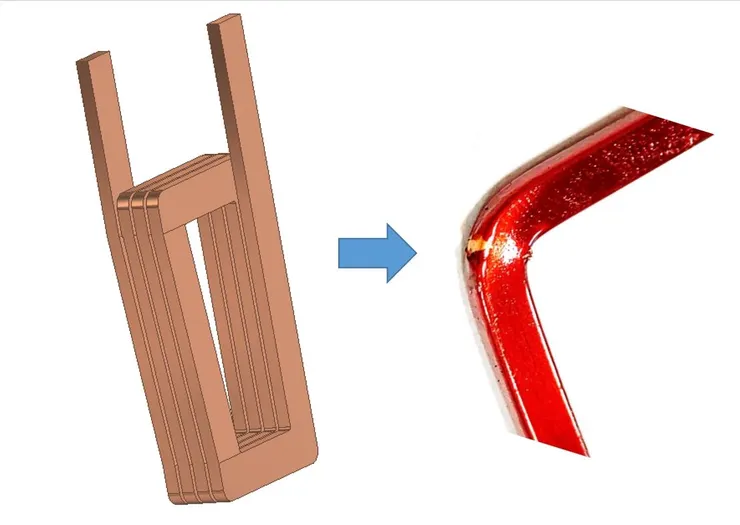
特殊繞法進出口線位置
現今主流的繞法都改為波繞進行,與傳統的疊繞、同心繞等大相逕庭,在馬達設計上需要重新學習,在製作上也並非一氣呵成,是將平角線圈切半後,插入馬達矽鋼片當中,最後用焊接的手法將馬達線圈做導通連接。然而受到擺放位置的變化,造成每一層的平角線間距不同,使得對應的生產設備複雜化許多,插入擺放時也會有嚴格的順序排列,相較於傳統馬達製作上困難許多;唯一的好處是這樣的設計結果,反倒十分適合使用自動化設備生產,因此筆者看好未來的發展可能性,只是國內有沒有車商品牌,故判斷這是終究是竹籃打水一場空,也就不想投入研究了。
二、無效端部繞組限制
採用平角線,真實目標是提高馬達效率,而馬達漆包線圈其實真實有作用的區域是在矽鋼片範圍之內,超過矽鋼片的兩端都稱為馬達無效端部繞阻,是一個不想要但必然存在的尷尬點,因此端部線圈越短越好。然而平角線彎折角度過大,會導致絕緣皮膜破裂;之前也有為了避免漆包線破裂而降低彎曲角度,導致端部長度過長,馬達效率不升反降的情況。由此可知,並非單純的使用平角線,就能提高馬達效率,後續的生產技術如何有效降低無效端部繞阻去抑制非預期的損失,才能達到原始馬達設計的目標。

無效端部繞阻
三、線圈焊接製程
由於波繞仍須完成線圈的閉迴路,將線圈利用焊接的方式連接在一起。這平角線的焊接,筆者也琢磨了好一陣子,甚至搞錯了重點方向,浪費了許多時間,所幸終究是摸索到了焊接重點,可以不受限於雷射焊接工藝,有多種選擇的自由度。

平角線焊接
四、自黏矽鋼片快速製程
上篇文章中有提到,電動車馬達設計得使用新的低鐵損矽鋼片,方可完成高效率的目標,為此需取消矽鋼片的鉚點設計,採用黏著的方式來堆疊矽鋼片。然而過往的自黏矽鋼片生產工藝太緩慢,且須導入特殊治具及設備,經濟效益並不高,沖壓廠商投入的興致缺缺;所幸藉由中鋼的協助,提供了相對快速及簡易的生產方案,大幅提高經濟效益。
筆者觀點:
其實經過這2~3年的投入及研究,電動車馬達確實從基本物料到後續的馬達生產製程,都已經找出脈絡及方法,再來就是等待批量生產時的良率及產能的提升。然而筆者最為疑慮的買家是誰,其實一直都沒有答案。目前都是要求馬達先產出,再去尋找客戶,然而這種傳統馬達的銷售思維,在使用圓形漆包線的情況下,都不是問題;一旦客戶對馬達規格有意見要求調整時,大多可以藉由繞線條件或是矽鋼片積厚的變化修改,就類似煮飯,可以調整飯量多寡或是鹹淡之類的,基底其實並未變化,僅適量的調整。平角線的馬達設計,一旦要進行規格變更,漆包線尺寸、矽鋼片槽型、生產設備這些全部要改,不具備傳統馬達的調整優勢,可以說是生出來時就定型了,因此與客戶確認規格需求,筆者認為是優先工作,尤其是電動車的應用,各大車廠的減速機不同,期望馬達的工作轉速也會有差異,不可能硬裝一顆錯誤轉速的馬達來使用。
所幸目前富田已然成功進入電動車產業,至於其他後進者,只能多多鼓勵了;而筆者選擇放棄。
重點整理:
萬事俱備,但沒東風,等於白做。
#可擔任業界顧問、講師
#個人經營歡迎贊助
馬達技術傳承計畫
想要馬達的技術嗎?想要的話可以全部給你,去找吧!
我把所有的知識都放在那裡了。