上一篇說明了對應槽極配後,繞線法則的均分磁場電氣角的概念,本文將針對滿足規則後,基於特定條件而採用不同繞線規則的影響;本此將改採用8極12齒的配置,以展示不同案例作為參考。
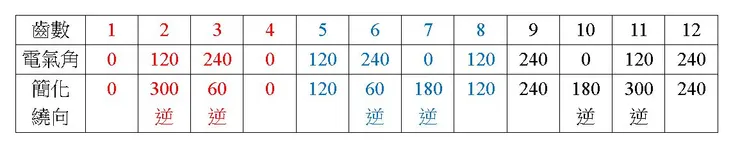
同樣優先計算齒均分電氣角度,即可獲得(180*8)/12=120度,將其乘上對應齒數後列表如下,並將其超過360度的部分化簡整理。
每齒對應之電氣角度
同樣為三相馬達,因此各相間距需要均分間距為120度角;此時從列表中就可以看到很完美的電氣角比例配置,可以很直覺地將1、4、7、10繞為同一相,其對應的電器角皆為0度;2、5、8、11為第二相,電氣角皆為120度;最後3、6、9、12同相,電氣角度都為240度。再將其繪製成向量關係圖,每齒的對應長度為10,角度則為對應的電氣角,最終結果如下圖所示,各相間距滿足120度的均衡法則之外,單相線段合成的總長度為40,恰好為4線段的總和,因此其繞線因素為1,代表此一繞法的漆包線圈毫無浪費之處,繞多少圈就能對應生產多少的磁場;這也是8極12齒的槽極配設計隨處可見的原因之一,不需要擔心額外的損耗。
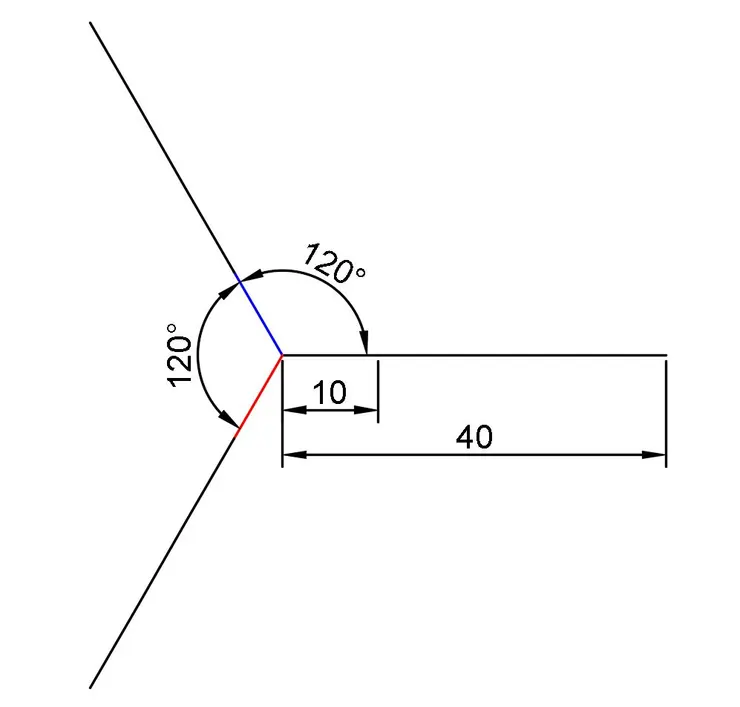
三相線圈磁場向量圖
然而繞線規則並非唯一,由於1齒繞完後需要橫跨三齒才能到4的位置,若想省略跨槽的動作,1齒繞完後直接改繞2齒,之後接3及4齒,務求將生產時間減至最低,就會整理出下表所示的繞線方法。
減少工時的繞線辦法所對應的每齒電氣角
此時可以發現,其電氣角的結合開始顯得不完美,甚至無法確認是否三相有滿足120度的間距。但若從第一相的1、2、3、4齒來看,其實1跟4的電氣角仍然維持0度角,不需要擔憂其角度產生偏差,而2雖然標示為300度,但等同於-60度,剛好與3的60度可以相抵銷,故可判斷第一相仍會維持在0度電氣角位置;同理第二及第三相亦是如此。將其磁場向量圖同樣繪出,如下圖所示,則可以發現確實每相的間距仍舊維持120度,但單相的向量總長度縮減至30而已,代表其繞線係數降為30/40=0.75,相當於有25%的漆包線圈所產生的磁場是沒有作用的,也就是假設總共繞了100圈的情況下,有25圈的是在做白工。
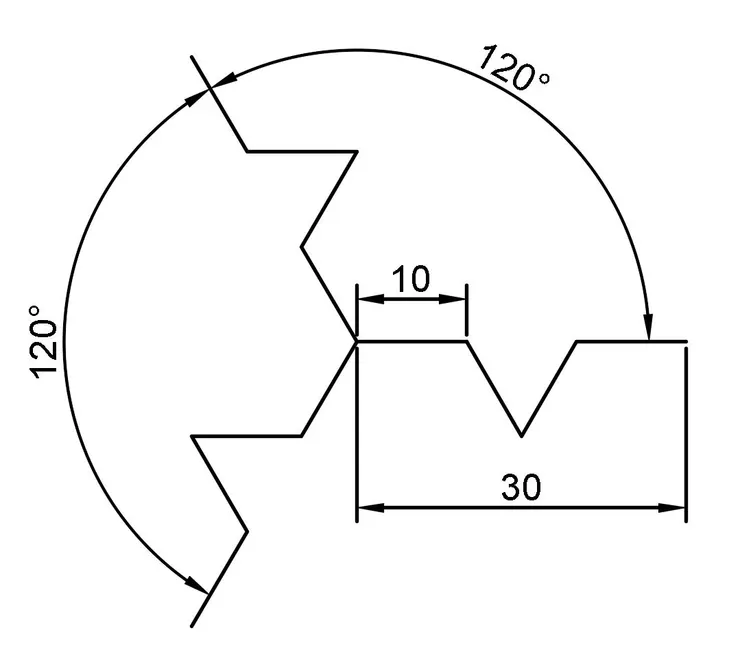
減少工時繞法的三相向量圖
由上述可證明,滿足了均衡磁場的原則下,其實可保有繞線變化的調整彈性,但會改變繞線因素值,導致部分漆包線圈所生成的磁場缺乏實際效用。因此一般馬達設計軟體為了求得最高效率,所提供的繞線順序皆為繞線因素最高的,而不會展現其它的繞線可能性。
藉由文章中的兩個實際案例比較,可以觀察到同樣是12齒的情況下,採用8極跟14極的磁鐵會導致繞線因素的最大值產生變化,14極僅能達到0.966,而8極卻是完美的1;也就是說槽極配的選擇,會對馬達特性產生直接的影響,在設計時需要一併評估在內。
重點整理:
馬達的原則是簡單的,設計卻是細節一大堆。
#可擔任業界顧問、講師
#個人經營歡迎贊助
馬達技術傳承計畫
想要馬達的技術嗎?想要的話可以全部給你,去找吧!
我把所有的知識都放在那裡了。



















