金屬鍛造的目的大約有兩種:
1. 鍛鍊:鍛鍊主要是破壞澆鑄所產生的粗大鑄造組織,並壓縮空隙,提高機械強度
2. 成形:
將胚料轉變成具有金屬流線(Metal Flow)及所需形狀的各種製品
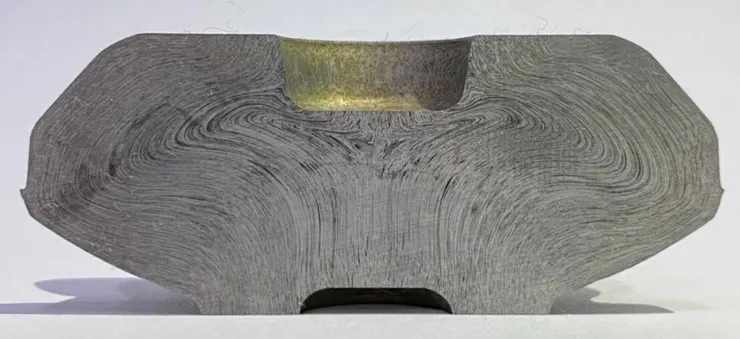
而金屬流線是『空孔與雜質』所組成,一般為鋼水澆鑄後,經由鍛棒或輥軋使『空孔與雜質』沿著材料軸向而排列,軸向剖切腐蝕後可看到如同無數條平行線的金屬流線,若將棒料取一段至鍛造成形,則可看見金屬流線沿著鍛品外形而排列
具有金屬流線的鍛件,最主要可避免流線端面外漏,減少鍛件受力時的損壞機會
直接機械加工的輥軋棒零件就如同板岩一樣,從側向施力就可輕易扒開成兩半,而具有產品外形的金屬流線鍛件則像洋蔥一般,沒有側向破裂口的條件下是無法輕易撕開
流線的分佈與細密度則取決鍛造工法與模具的設計,所以有經驗的鍛造開發人員,可以輕易的由產品的鍛流線來分析與拆解該產品的製造歷程
除非客戶要求
當鍛件無法通過測試再來研究
電腦模擬鍛造流線通常很準