旋壓技術發展已久,包括了對工件或者是原材料的鍛造、擠壓、拉伸、彎曲以及環軋和橫軋等多道工序。在進行加工時,將需要加工的原材料以上下心軸模具壓持,通過主軸對模具帶動原材料進行旋轉,並使側向1~3個旋壓輪從胚料的側向將材料在旋轉的模具上進行擠壓。在這個過程中加工的原材料會產生連續的塑性變形,變成貼合內模形狀與外側滾輪路徑的的空心軸對稱零件。
旋壓技術分為板旋壓(Sheet Spinning)以及流動旋壓(Flow Forming)兩種。板旋壓胚料厚度在加工過程中是基本不會出現變化的,主要是通過胚料沿圓周進行收縮和沿半徑進行伸長來達到外形的變化,所以板旋壓的重要特徵就是在進行加工過程中,胚料的外徑會出現非常顯著的變化,但是厚度並不會出現改變。
流動旋壓則是在進行加工過程中,通過對胚料厚度進行減薄來進行工件的塑形,胚料所承受的壓力相比較於板旋壓來講要更大,所以在材料的緻密性有大幅度的提升。
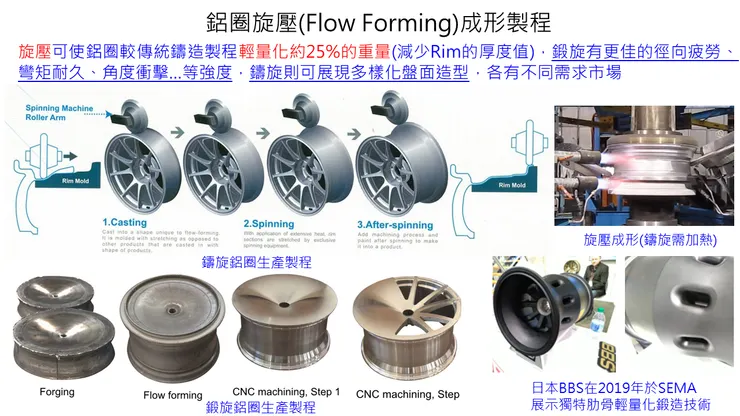
汽車鋁圈生產除了基本於Rim部上以旋壓成形外。在預形胚上也分為鑄造與鍛造製程,鑄造的預形胚可設計複雜與多樣的盤面造型,且僅需少量加工,對於生產成本有大幅度的降低,但旋壓成形時需加熱提升延展性,避免鑄造組織因強力拉伸而斷裂;而鍛造預形胚則需預先以機械設備由鋁錠經2~3道鍛壓後,再進入旋壓成形完成Rim部的製程,最後透過4軸半或5軸的CNC加工中心將盤面的造型依設計完成處理,可想而知加工時間與成本耗費會較大,但相對鑄造製程而言,有更佳的徑向疲勞、彎矩耐久,角度衝擊…等強度。
有沒有發現近10年路上的卡車輪圈慢慢都換成鋁合金的
卡車鐵圈一顆50kg鋁圈25kg
年輕時做過幾年的設計生產測試和苦力