前陣子看到其他技術討論版有提到不銹鋼與鋁合金的複合壓延製程,主要目的在於獲得不銹鋼的強度或耐磨性,並輕量化產品的重量,而在不同材料的壓合上除了外力與溫度作用外,材料的表面的氧化層殘留對於結合效果影響甚大,氧化層是一種硬脆物質,會對於不同金屬的結合性產生隔離作用,這也是一般用鍛造或壓延成形製程壓合良率不高的原因。
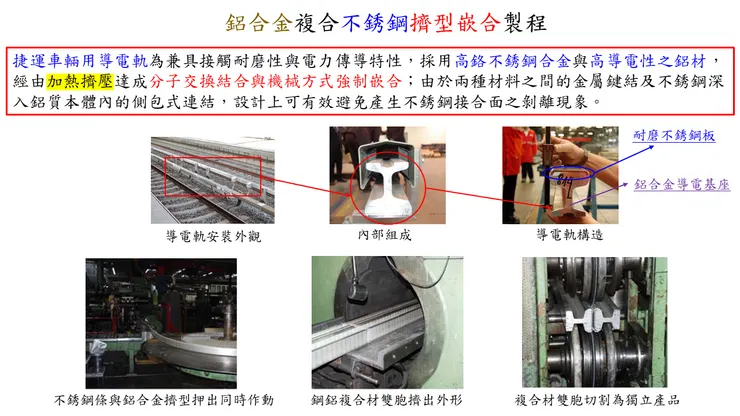
擠型是一種三軸向等壓縮成形的一種製程,材料在通過模具的瞬間會形成高溫、高壓、類真空的狀態,非常適合用於複合材料的結合,不論是鋁包銅、銅包鋁、鋼包鋁、鋁包鋼都可以獲得不錯的效果。圖文內所呈現的是用於捷運導電軌的鋼鋁複合材,為保持輕量化、導電性、耐磨耗性以及抗撥離性,採用高溫擠型製程並外部同動不銹鋼帶進入擠型模具內,可產出相當強度的導電軌複合材,目前各大捷運所使用的導電軌都是以此種製程生產。
傳統產業技術用對產品附加價值非常高