鍛造成形是在外力作用於材料上所產生的生產程序,而熱間鍛造為鍛壓生產中的重要組成部分,加熱的目的是為了降低鍛造變形力和提高金屬塑性,市場上80%的鍛件是由模鍛工藝生產的。
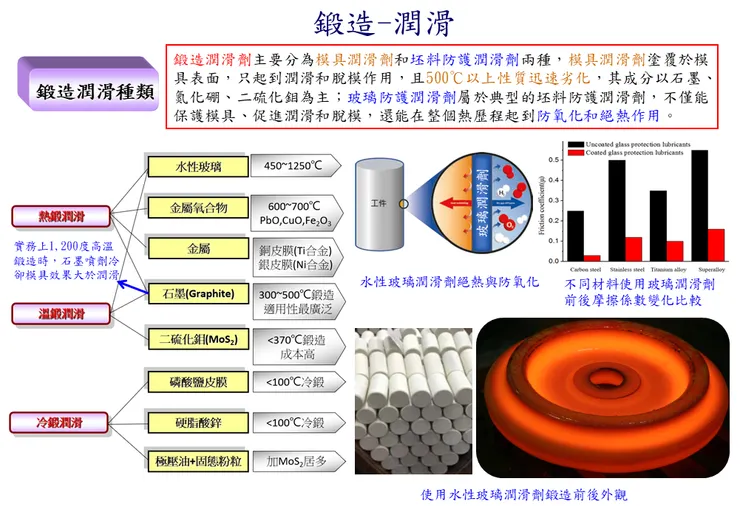
其中減少鍛造過程的摩擦,不僅可以節約能源,還可以提高模具壽命。由於變形比較均勻,有助於提高鍛件產品的組織性能,而減少摩擦的重要措施之一就是採用潤滑。由於鍛件的鍛造加工方式不同及工作溫度的差異,所用潤滑劑也不同。在熱間模鍛工藝中所使用的潤滑劑是影響鍛件品質、生產效率以及成本的關鍵技術之一。傳統所用石墨系潤滑劑由於具有摩擦係數小、承壓能力高、易清除等優點,因而在熱間模鍛上有非常廣泛的應用,但同時由於石墨型潤滑劑具有較差的隔熱性、石墨髒黑,於鍛溫500℃以上潤滑效果迅速衰退,且在使用中產生粉塵易導電等缺點,容易導致機器短路、不具有環保特性而限制了石墨型潤滑劑更進一步應用。
而玻璃潤滑劑具有高溫低摩擦係數、絕熱、防氧化、環保無毒…等特性,一般多用於850~1,200℃不銹鋼、鈦合金、鎳基超合金鍛造,近年更因應鋁合金鍛造需求,開發適用於450℃~550℃的玻璃潤滑劑,但因鋁合金熱鍛過程中與模具有強大的親和性而造成沾黏的現象,因此仍須搭配環保型的水性脫模劑一併使用,降低模具沾黏的發生率。
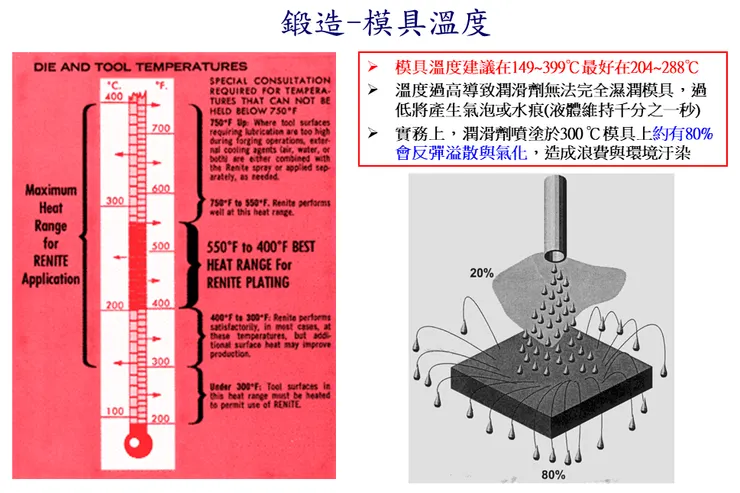
此外,模具的溫度也是影響模具噴塗潤滑效果的重要因素,一般建議在250℃上下區間,過高的模具溫度會讓噴灑於模具的潤滑劑直接氣化,相關文獻表明在模溫300℃以上噴灑潤滑劑將會造成約80%左右的浪費。