自行車或腳踏車顧名思義就是以自身的發力驅使踏板、手板或透過其他機構使輪框轉動與地面產生相對運動前進或後退的可移動載台,而路上常見的車子通常以腳踏驅動前齒盤透過鍊條的動力傳輸至後齒輪帶動輪框旋轉而往前行駛模式為主要設計,其中需要有個重要零件支撐結構與人體重量並以鋼絲輻條連結輪框配合棘輪使得車輛可以穩定行駛,這關鍵就是花鼓(Hub)。
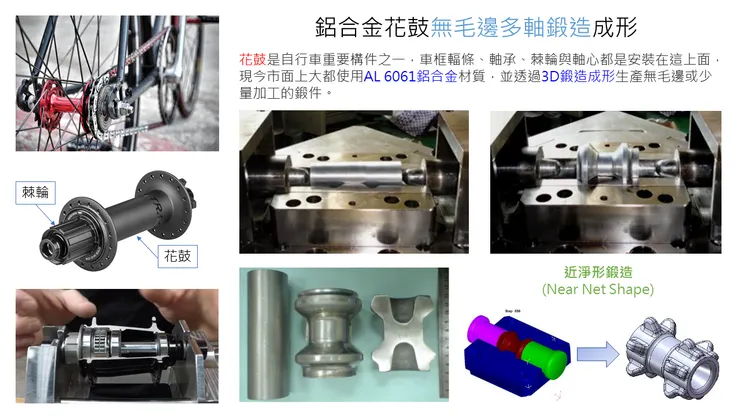
花鼓是一個空心狀的滾筒,用來裝配2~3個軸承與1個載重的軸心,後輪花鼓則會再配合裝上1個棘輪讓車子不踩踏的時候仍可以空轉前進,花鼓材質大部分為AL 6061鋁合金,高階車輛則會使用碳纖維材質,也有看過不銹鋼製造的,不過現在不多了。最早這空心的鋁合金花鼓採用原棒料以機械加工方式來生產,可能發現1~2kg的棒料加工後剩不到1kg的成品重量太傷本,所以就改用上下分模的溢料形式鍛造,但又發現沖切的毛邊重量與心部中孔加工廢料也不少,因此慢慢地就發展出所謂的3D鍛造或多軸向鍛造。
一開始的3D鍛造大都建構在油壓鍛機上,說穿了就是在既有上方油壓主缸外,兩側再分別附加一支油壓側缸(要45度分別附加四支側缸也可以,只是機台空間與結構不小),透過這種機構方式可將圓棒料橫躺放置於下模穴內,上方主缸下壓合模並持續施加不小於材料變形抗力的持壓力(避免材料填充模穴時將上下模撐開),這時候鎖固在兩側油壓缸的沖頭進入上下合模後的模穴內,使得材料變形並填充花鼓兩端高凸狀輻條特徵,也少量的成形內部中孔(成形的長徑比太大的話會造成應力與模具損耗增加),這樣鍛件就沒有毛邊的產生(也稱近淨形鍛造-Near Net Shape),中孔的加工量也會有一定程度減少,到現在這種類似專用機的生產方式也一直持續使用中。
而油壓式的3D鍛造設備,原則上造價不便宜(多了幾個側缸、油壓系統、結構加強成本,不便宜是合理的),生產速度也較慢(油壓鍛機成形速度約在10~50mm/s,機械鍛機則在150~250mm/s),生產的產品也比較受限(冷鍛還好,熱鍛考量均熱與溫度散失因素,成形速度要快一點),因此聰明的前輩們就想到在標準的機械鍛機上另外設計一套模組化可移載成形模具,透過在模組上模座或下模座內設計一獨立的油壓缸來仿造油壓鍛機的持壓系統,油壓缸可預設一定持壓力(缸內面積乘上油壓力),當上方滑塊模具壓合下方模具將因持壓力避免材料流動而撐開,同時利用鍛機作動時上下模具同步向垂直下方移動,帶動在下模座周邊上設計的45度角的楔形塊或連桿機構往中心模內運動(45度角可獲得與鍛機相同的等速水平前進,想慢一點也可以30度或其他角度設計),得到與3D油壓鍛機相同成形效果,當然缺點還是有的,模組的合模持壓力會消耗鍛機的出力,也就是鍛機額定出力是1,000噸,合模持壓力需求400噸,那可用來成形材料的出力就會剩600噸,不過個人是認為利大於弊,當想鍛造一些單純的冷熱鍛造件時,把這3D模組(或稱複動化多軸鍛造模組-Multi Ram Forging)拆下就可以變成一般機械鍛機使用了。
#借用一下老師公開資料的照片說明
#應該不會生氣吧