本文來探討細線對於馬達特性的影響。
其實身為一位馬達設計者,腦中應該就不會有細線的選項,這點可以由最基本的馬達轉矩公式就可一窺其原因;其中跟馬達漆包線圈有直接關聯的參數僅有圈數(N),這代表圈數越多,則轉矩就越大。而另一個間接會影響到的參數為電流(I),主要是歐姆定律告知我們,在固定輸入電壓(V)的情況下,線圈上的電阻(R)會抑制電流(I)的大小;這就表示了漆包線圈的電阻值越小越好,因此漆包線徑是越粗越好。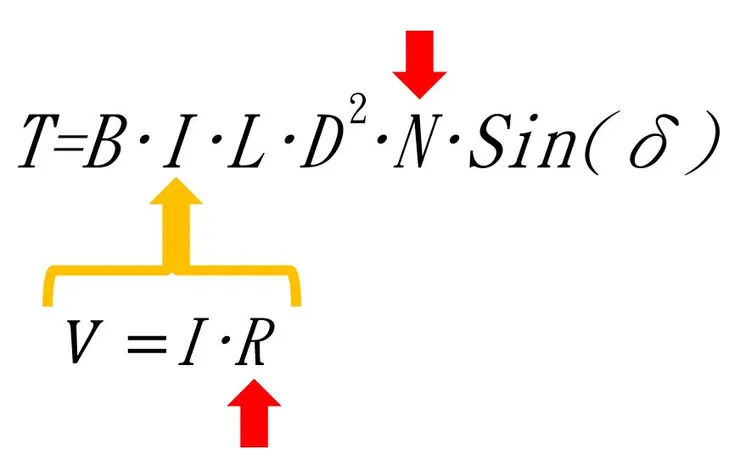
馬達轉矩方程式及歐姆定律
然而理想是豐滿的,現實是骨感的。在有限的槽空間內,不可能無窮的加大漆包線徑,這就導致細線的選項開始浮出,是個不得以而為之的結果。但細線造成的後續影響,其實遠比馬達設計者認知的嚴重許多,主要是槽滿率的大幅下降。在上一篇中已經提到漆包細線因為絕緣層的比例關係,造成真實槽滿率的下降;但細線造成的影響還有排列不整齊的發生率,由下圖中可以發現,在單條粗線的情況,線條往往較有機會整齊的排列於馬達矽鋼片槽內,進而求得最大槽滿率的比例;但到細線的排列時,可以發現初期的排列還是十分整齊的,但到了某一階段後,就會開以凌亂,造成槽滿率大幅下降,產生需多空洞的區域。
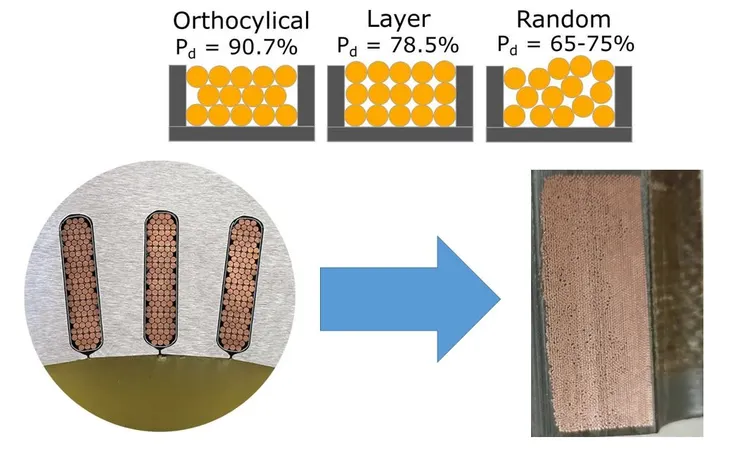
細線造成的槽滿率下降
這種排列不整齊造成的因素,其基本的原理說明可以參考前文,簡單的算法就是漆包線的累積公差達到線徑的一半時,就會開始增加排線不整齊的發生率。而這種尺寸公差是必然的存在,可以查閱漆包線廠商提供的尺寸表中,就有明確的標示不同線徑時所對應的允許公差範圍,其數值比例都相當的小,因此一般情況下往往將其忽略不計,但這就是造成馬達設計者對於槽滿率的預期,產生明顯的落差。
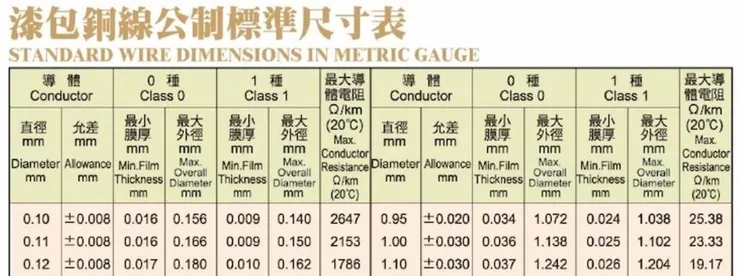
漆包線生產允許公差
我們以細線徑0.1以及粗線徑1.0來相比較,可使用下列簡單的公式求得其開始不整齊的圈數(NR),其中漆包線徑為(WD),漆包線的生產公差為(WA)。則計算後可以求得細線徑0.1其不整齊圈數為6.25圈,也就是代表每當繞線圈數累積到6.25圈時,就有可能導致線圈排列不整齊;而粗線徑1.0的不整齊圈數為16.67圈才有可能導致線圈排列不整齊。這兩者的比例差了2.67倍,而且細線往往也代表著更多的圈數,如粗線徑1.0繞10圈的空間內,改為細線徑0.1的話,則可以繞高達100圈的可能,但如此一來混亂的可能性更是大幅地增加了。
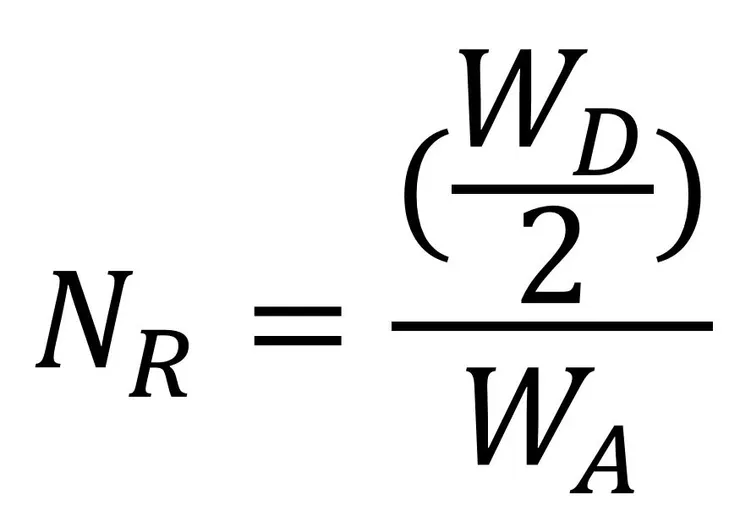
非整齊排列圈數
以上述的例子中,粗線徑1.0繞10圈,但其不整齊的圈數要達到16.67圈,代表粗線徑1.0根本沒有排列不整齊的機會。然而,同樣的空間內,細線徑0.1則是可以繞到100圈,但每6.25圈就會遇到排列不整齊的機會,代表總共會遇到16次的風險,因此兩者間的真實槽滿率,當然大相逕庭。
重點整理:
魔鬼藏在細節內。
#可擔任業界顧問、講師
#個人經營歡迎贊助
馬達技術傳承計畫
想要馬達的技術嗎?想要的話可以全部給你,去找吧!
我把所有的知識都放在那裡了。



















