本文來探討單條粗線及細線併繞對馬達的影響。
對馬達設計者而言,其實只需確認導體有效面積即可;但到生產時,過粗的漆包線徑,會無法生產作業,因此會將單條粗線改為多條細線進行。若以手工繞線為例,能使用的漆包線徑,大多在0.5mm以下;若使用傳統繞線機,能捲繞的線徑會落在1.0mm以下;筆者目前最粗是使用繞線機,繞至2.5mm的線徑。因此在生產的作法及設備上,有會漆包線徑的上限值,一但超過了,就要縮小線徑,採用多條細線,才能順利生產。其計算方式很簡單,如下所示,僅要注意,因為圓線,截面積在計算時會有平方倍的關係;且要無條件進位至整數。其中WD1為原本單條粗線的線徑,WD2為可實際作業的線徑,N即為需採用幾條繞線之結果。
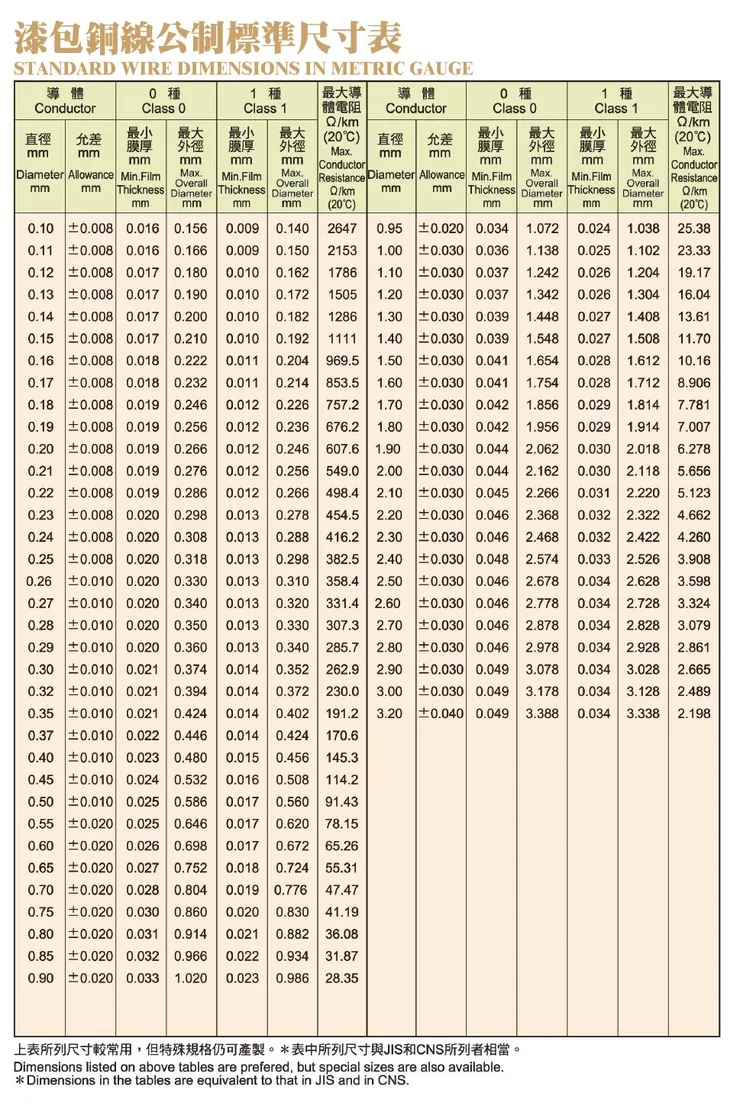
然而,由單條粗線改為多條細線,在實務上還有很大的為難之處。假設原設計為1mm之線徑,可改為0.45mm的線徑5條併繞。但查閱漆包線絕緣皮模比例來看,1mm的1種線,最小膜厚為0.025mm,代表佔比為2.5%;但改為0.45mm的線徑時,最小膜厚為0.016mm,代表佔比為3.56%。代表漆包線徑越細時,絕緣皮膜厚度的佔比會拉高,導致真實槽滿率的下降。
另外,在多條併繞的方式有兩種,分別為一口氣全部併聯繞,及一條條分次繞。若以上述0.45mm的線徑要併5條為例,將五條線絞在一起,同時繞線,或是一次只拿一條0.45mm的漆包線,繞完一次後,再接著繞下一次,總共花5倍的生產時間;各有其優缺點,但目前考慮工時的原因,大多採用多條絞在一起,同時間繞完。筆者過往的經驗,是併到13條,而近年知道電動機車內已經併到33條,十分驚人。
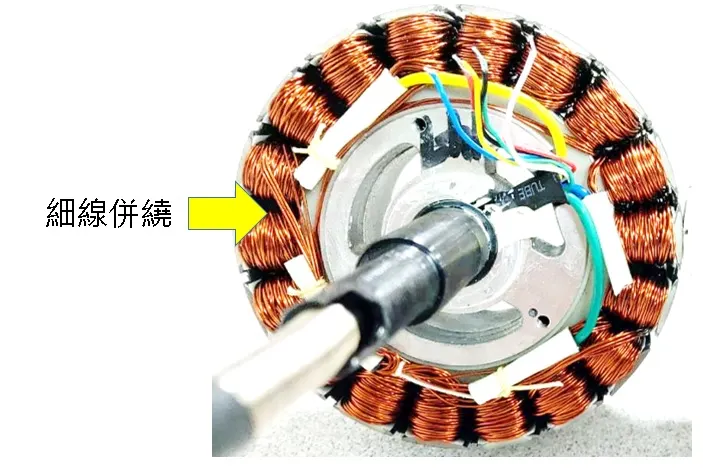
然而最困擾的不是幾條線併繞的問題,而是併繞因為無法執行整齊排線,線圈是反覆交疊的,會導致槽滿率下降。多線併繞的有效槽滿率大多若在30%左右,會遠不如預期,當生產單位無法繞線時,會降低圈數或是降低線徑,就導致馬達特性及效率變化及下降。
此外,產品的不良率也會增加,假設單條漆包線的生產良率為99%,兩併的條件則為99%*99%的次方關系,生產良率會降為98%;每多併一條線就是多乘一次99%,生產良率會持續的降低。
而讓筆者覺的最痛苦的,就是接線的部份,以Y接的三相馬達來說,會有六個線頭線尾,需要剝皮、焊錫、絕緣處理;每併一條就是要乘上6,這會導致工時大幅度的增加,而且失誤率也會上升。筆者曾經詢問過33併的產線人員,難到不擔心33條中,有一條接觸不良嗎? 所幸馬達一般可接受的電阻值誤差量,可以達到10%左右,因此33條漆包線圈中,可以允許有3條線沒接好。但這讓筆者糾結的是,花了心力繞好了線,結果沒接好,而且重量跟空間又仍然卡在那,就算馬達可以正常運轉,但還是一種浪費的感覺。
由上述的討論可知,若能單條粗線,其實是比較好的選擇,可以確保槽滿率、降低不良率及生產工時;但這是生產技術能力的差異。
重點整理:
馬達設計,最好還要先確認生產能力。
#可擔任業界顧問、講師
#個人經營歡迎贊助
馬達技術傳承計畫
想要馬達的技術嗎?想要的話可以全部給你,去找吧!
我把所有的知識都放在那裡了。



















