身為韓國第一家單一麥芽威士忌酒廠(Single malts),在他2020年剛成立時我就對他產生濃濃的興趣,當然初期要有威士忌產品是不可能的,因此再獲取官方資訊上有相當難度,再經過將近3年的時間後,三社威士忌酒廠陸續釋出了少量的威士忌作品,相信在韓國人的堅持下,未來一定可以產生屬於韓國人驕傲的威士忌。與此同時,筆者在收集這家酒廠的資訊時,發現大多數都是官方網站、IG、新聞稿,鮮少有其他管道的資料來源,為了更加了解三社酒廠,終於找到了韓國論壇DC Inside (號稱韓國版ptt),讀者們可以在DC Inside上搜尋關鍵字,先輸入「위스키갤러리(威士忌討論區Whiskey Gallery)」,或是直接輸入「쓰리소사이어티스 (三社酒廠Three Societies)」,就能看到韓國鄉民們怎麼看待自家國產單一麥芽威士忌的評價囉!附帶一提,如果想知道台灣威士忌Kavalan在韓國論壇的討論也可以輸入「카발란」。

Three Societies 第一批出口到台灣販售的威士忌 (照片來自Three_Societies官方Instagram)
身為韓國的先驅與Project “Korea”
三社酒廠(Three Societies),創辦人Do Bryan Han是美籍韓國人,離開微軟後的他,曾創立韓國精釀啤酒Hand & Malt,而後來被百威併購,並拿著這筆資金創立了威士忌酒廠。接著第二位重要人物是擁有40幾年經歷的蘇格蘭釀酒大師Andrew Shand,從1980年The Glenlivet開始,再到Chivas、Nikka、Speyside distillery、美國Virginia,最後來到韓國,擁有豐富威士忌生產經驗,參與了韓國第一個單一麥芽威士忌生產的歷史。最後則是韓國當地的員工們,就這樣來自三個不同社會(Society)的人們,齊心協力共同的創造它,也許三社酒廠更想表達的是多元創造理念,三種文化的融合,並從這些創新中改變韓國人的飲酒文化。

創辦人Do Bryan Han / 酒廠的員工們 / 釀酒大師Andrew Shand (照片來自Three_Societies官方Instagram)
為了更凸顯韓國威士忌的特色,三社酒廠啟動了一個計劃-「Project “Korea”」,他們選來了當地的大麥品種Korean barley Gwangmaek,像Waterford一樣想做出單一莊園的麥芽威士忌,接著挑選韓國啤酒廠曾用到的風味酵母HY-2013 Flavored Yeast (專利號10-1671669)參與發酵階段,最後則是使用韓國橡木(Korean Oak)作為熟成的橡木桶,就像是日本使用的水楢木(Mizunara Oak)一樣,韓國橡木應該是與水楢木同屬於蒙古櫟木,也就是中國東北地區、長白山附近常見的橡木,雖然三社酒廠沒有特別提到Project “Korea”使用的橡木從哪來,但筆者光想像就能聞到類似日本水楢木的檀香。因此Project “Korea”可以說是威士忌生產三大原料,京畿道南楊州的水源(水)、韓國大麥Gwangmaek(麥芽)、在地風味酵母HY-2013 Flavored Yeast(酵母),到最後韓國橡木桶熟成,想要做出最純的「Korean Single Malt Whisky」。但根據官方說法是有些風味尚欠佳,還需要多次實驗,因此我們就慢慢期待Project “Korea”的完成囉!

風味酵母HY-2013 / 韓國橡木(Korean Oak) / 韓國大麥 (照片來自Three_Societies官方Instagram)
三社酒廠 쓰리소사이어티스 Three Societies Distillery
筆者在找尋酒廠資料時也大量參考一些韓國人的文章,但筆者不熟悉韓文,翻譯上需要許多時間,如有需要參考本文章之內容,再請附上威士忌催化劑的文章來源。
Three Societies主力從英國Crisp進口大麥芽並使用。目前,該釀酒廠並沒有自己的發麥設備,就連上述提到的Project “Korea”也是將韓國大麥送往蘇格蘭發芽,再進行釀酒試驗,然而結果顯示不適合釀造,他們並沒有說出真正原因,但是卻可能會透過大麥品種改良,培育出適合在韓國種植用於生產威士忌的大麥。這與大多數威士忌酒廠一樣,購買大麥芽來進行釀造,因此在酒廠生產的第一部是研磨麥芽。
目前,Three Societies使用的破碎研磨機提供兩種研磨度和三種尺寸選擇。每個酒廠的研磨粒度不盡相同,有時會混合使用不同粒度的研磨。在設備方面,使用美國賓夕法尼亞州哈里斯堡的RMS ROLLER-GRINDER是釀酒業界廣泛使用的產品。研磨也是造就威士忌口味和香氣的重要因素之一。這是因為在糖化過程中,熱水接觸麥芽的面積和時間會根據麥芽的大小而有所不同。如果麥芽的研磨顆粒很細小,水會通過得比較慢;相反,如果研磨顆粒很粗大,水會通過得比較快。此外,乾燥季節(如一月和二月)研磨效果較佳,而雨季(如六月和七月)麥芽會吸收更多水分,因此難以進行研磨。因此,根據季節的不同,酒廠需要調整研磨機的參數。
大麥芽經研磨後進行糖化,ThreeSocieties使用地下水作為糖化所需的水源,三段糖化,分別為67℃、78℃和87℃進行。冷卻至21℃後轉移到發酵槽中。糖化後的麥渣則被用作穀倉附近的飼料。

英國Crisp大麥芽 / 磨麥機成品 / 糖化槽 (照片來自Three_Societies官方Instagram)
Three Society的發酵槽採用不銹鋼材質,因其易於維護。總共有6個發酵槽。發酵時間為72小時。這個時間既不算太短也不算太長,有些酒廠甚至將發酵時間延長至100小時以上,據說這樣能產生更複雜的味道。基本上,發酵在48小時內就完成了,之後乳酸菌會產生豐富多彩的風味和香氣。最終,麥汁在發酵槽中會得到一種6-8% abv的"Wash"。
酒廠使用由蘇格蘭歷史悠久的"Forsyths"製造的蒸餾器,採用常見的壺式蒸餾器形狀。蒸餾器的容量分別為5,000升和3,000升,然而,實際上每天生產的烈酒量約為1,000升。經過第一次蒸餾器蒸餾後的Low wine約為25% abv,再經過第二次蒸餾器的蒸餾,酒液酒精度約可達到74% abv。
酒廠位於南楊州,他們認為是一個非常適合威士忌熟城的地方,夏天需要大量的陽光,冬天則是非常寒冷,這樣能讓橡木桶盡情的收縮和膨脹,熟成的速度4年相當於蘇格蘭的10年(這說法是參考台灣Kavalan的概念)。目前的橡木桶有新橡木桶、波本桶、PX/Oloroso雪莉桶、馬德拉桶。Andrew的建議在最初兩年熟成於新橡木桶或是波本桶,目的是讓橡木的香草醛成份可以快速滲透到酒液中。到目前為止,酒廠年產量大約是2,000桶威士忌。
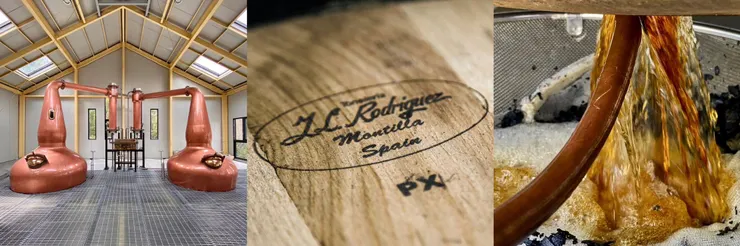
Forsyths蒸餾器 / PX雪莉桶 / 熟成威士忌倒桶作業 (照片來自Three_Societies官方Instagram)
Ki One威士忌
"Ki One"在韓語中的意思是「希望」和「開始」。他希望透過這款威士忌來開啟「韓國威士忌元年」。酒廠的標誌最特別的是由三種動物所包圍,分別是老鷹(Eagle)、獨角獸(Unicorn)、老虎(Tiger),根據官方文宣提示這三個動物扶著盾牌,象徵著保護酒廠,恰好就是三社酒廠組成的成員:
老鷹(Eagle):代表著酒廠的創辦人Do Bryan Han,象徵著美國國徽上的老鷹。
獨角獸(Unicorn):來自蘇格蘭的Andrew Shand,獨角獸是蘇格蘭的象徵。
老虎(Tiger):朝鮮民族的心目中是神獸老虎,象徵著在地韓國員工們。
盾牌左上角是韓國傳統圖案,右上角是韓國傳統建築。

Ki One威士忌:老鷹、獨角獸、老虎 (照片來自Three_Societies官方Instagram)
最後,我其實還遺漏的三社酒廠所生產的琴酒-「Jung One(韓文中是「花園」的意思)」。我們會發現酒廠內除了大麥芽之外沒有使用其他穀類作為原料,因此Jung One琴酒的基底是100%來自大麥芽。一般而言,琴酒基酒會使用中性酒精(Neutral Spirits)做為基酒在進行後續琴酒生產,然而使用大麥芽作為原料,再加上壺式蒸餾器的蒸餾,可以預見Jung One琴酒的基酒個性是相當強烈的,這也非常挑戰Bartender駕馭這款琴酒的能力喔!
參考資料來源:
Three_societies instagram、Three societies官方連結、韓國威士忌部落客、韓國論壇DC Inside 위스키 갤러리 威士忌群。






















