** 3C機構設計爸版權所有 ©️ **
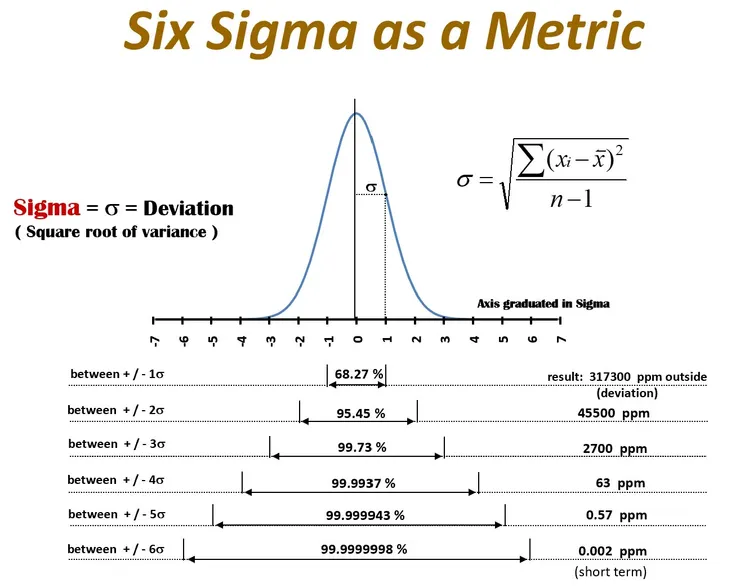
在之前的多次文章分享中,我們聊到了公差分析(TA)是在設計階段就該被執行的一項重要工作,做出公差分析結果,這時候我們才能稱之為報告,因為公差分析的結果告訴了我們Sigma的值是多少,DPMO(Defect Per Million Opportunity)是多少,除了有百分之九十八以上的機構設計從業人員沒有接觸過公差分析及六個標準差概念之外,就算接觸過公差分析,對於公差分析做出來的結果也無法做出一份好的、完整的報告。因為TA報告不只需要對設計的缺點做改善,並且要提供改善後的優化結果,更重要的是對於這個結果是不是能夠融會貫通,確定所得到的DPMO是長期的Sigma值,還是短期的Sigma 值所計算出來的。抑或是從CPK求得的?還是說屬於Ppk的計算所得到的不良機率?首先,必須了解基本的概念。所謂6個標準差是指+/-6 Sigma,而不是早期的+/-3 Sigma。當設計完成之後,經過prototyped sample 的EVT build階段,到了模具階段T1、Txx...T-Final階段,其中,在T-Final前一個階段是FAI approved階段,也就是,尺寸、外觀、組裝及驗證測試都過關了,再來就是進入32模次的CPK(或Ppk)階段,透過32模次的檢驗結果,我們又得到了CPK的值或Ppk的數據,就算以百分之九十五信賴區間,我們又得到了所謂的生產穩定度中的不良率DPMO。
再接下來,進入到了量產,有規模生產的公司,品質部門會對於固定的部件、鎖定的尺寸特徵做SPC (Statistical Process Control),不管是以平均值與全距管制圖、或是平均值與標準差管制圖、或是其他的SPC管制圖,終其目的還是計算出DPMO,也就是百萬分之幾的不良率,甚至是達到多少個西格瑪。
NPI階段,從設計、試產、模具、試產、量產,機構設計工程人員幾乎天天在面對Sigma、Ppk、CPK長期、CPK短期、DPMO,3C機構設計爸猜想,文章分享到這裡,已經夠讓人頭昏眼花了。到網站去google搜尋,網路上五花八門的對照表,在此3C機構設計爸提醒各位朋友,garbage in garbage out,當你取得的資訊是錯誤的時候,在跟外部客戶或內部客戶溝通的時候,會讓你貽笑大方。 回到6 Sigma 的觀念,很多機構設計人員認為6 Sigma太難了,要花很長的時間來學、甚至有可能花了時間、花了金錢也沒辦法學會,而且繁瑣又枯燥。3C機構設計爸要告訴各位朋友,要讓公差分析的應用得心應手的操之在手、應用自如,要把6 Sigma 在一天內學會,練習後一週內學得滾瓜爛熟,利用3個非常重要的撇步(技巧),讓你不會都很難。
技巧一,6 Sigma的觀念建立:很多講師在教授6 Sigma的課程時,無可厚非的必須從基本觀念開始,漸漸的引導學員,從Cp、Ca、CPK ,到各種的分配,然而,某種程度來說,這些課程對機構設計人員來說…太沈重了,讓普遍的機構設計從業人員打退堂鼓,因為這些課程偏向於枯燥乏味。3C機構設計爸鑑於這種狀況,將教材濃縮,並重新整理,強調6 Sigma課程中機構設計經常所需要的6 Sigma工具、觀念和技巧,讓學員在課堂上就可以建立完整的6 Sigma 觀念。提醒各位朋友,學公差分析、學6 Sigma 的觀念及應用,千萬不要不知不覺的跳進統計學的領域,讓自己捲進枯燥的深淵,喪失了學習的機會和自信心。
技巧二,各種單位的轉換: 工欲善其事、必先利其器,舉例來說,一套模具在FAI approved後即將進行的32模次樣品的量測中,得到了Cpk或Ppk及不良率的數據,比較佳的做法是使用Ppk,那何嘗不可以也把其他的數據已同時計算出來了? 例如Cp、Ca、Sigma….等等。也就是說,一次搞定的概念,那麼,6 Sigma、公差分析、以及數據的判讀,要做出一份完整的分析數據報告,就是那麼的輕而易舉了。
技巧三,6 Sigma觀念和公差分析的技巧:很多朋友會問,我們沒有MiniTAB軟體,也沒有上過課,聽說MiniTAB也非常不好學,課程費用又嚇得驚人,所以有放棄了,造成自己在職場上因為不懂這些技能,讓自己矮人一截。3C機構設計爸以在職場的經驗中,整合並濃縮了機構設計人員所必須具備的能力,包括了DPMO和Sigma的轉換,Cpk長期、CPK 短期和Sigma的轉換,Ppk和DPMO、Sigma的互相轉換,讓機構設計人員只需輸入簡單的數據,就能立即得到所需要的結果,加上充足的基本理論以文字描述的支撐,一定讓機構設計人員有十足的把握跟客戶溝通,並做出有效率,而且有統計理論依據的一份報告。切記,千萬不要跳入統計的學問深淵,否則自己會立馬灰心無力,統計學對我們來說太難了,而且不會用到。擷取我們在機構設計上需要的六個標準差知識就夠了。這是3C機構設計爸的學習經驗。
在3C產業中的prototyped sample 通常不會被要求以Ppk或CPK 的重點尺寸來做量測,因為prototyping佔比高的幾乎都是machining part,通常就不會被要求這麼嚴格。但是,在半導體設備業界的machining part,就被當作模具品的精度來看待,甚至以縮小10倍以上更嚴的公差規格。如同現在的3D Printer已經是技術推進快速的狀態了,SLS (雷射粉末燒結) 3D Printer列印的速度快到驚人,畢竟已經不再是以列印頭X、Y移動的老式列印移動了,而且列印出來的塑膠件甚至比模具成品更強固,部品精度也可以更高。這就是為什麼半導體業的產品要達到6個Sigma、7個Sigma或更高的品質。這也是半導體設備業的生產毛利、淨利更甚3C產品n倍的原因之一。再回到我們今天的主題之後就不難體會到,要得到長遠、良好的Ppk,製程設備的精度(CMK)是不可或缺的一環。當然Gage R&R也是確保量測的工具和量測員必須符合6 Sigma的有效量測工具之一。未來再為各位進一步的介紹。
https://calendly.com/tomdaddydesign/course-link
IG:https://instagram.com/tomdaddydesign/
Facebook:https://www.facebook.com/tomdaddydesign