本文將介紹永磁馬達生產的製程,但由於各家的馬達細節設計會有所不同,在此是以最基本的生產模式為主。
下圖為永磁馬達的生產製程,其中黑色框的部份為材料,橘色框的部份為生產工序,藍色則為檢測工序,最終馬達產出為綠色框。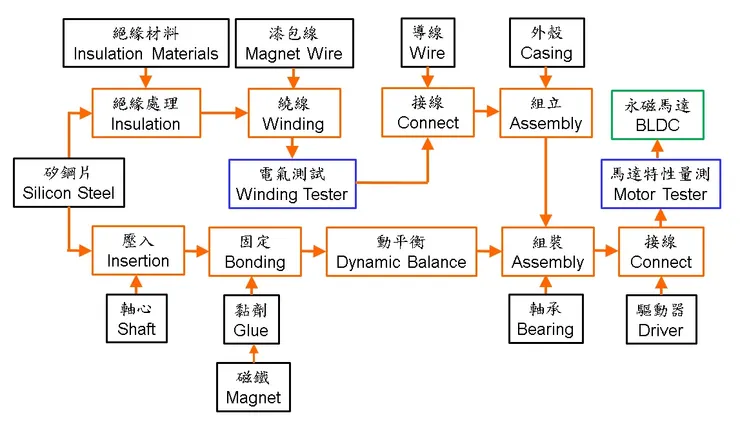
首先針對黑色匡,馬達材料的部份進行說明:
1. 矽鋼片:為馬達磁力載體,會分為定子及轉子兩個部份進行生產,圖中上側為定子程序,下側則為轉子程序。
2. 絕緣材料:在永磁馬達當中,大多採用塑膠料。由於矽鋼片為導電材料,需與漆包線有一層絕緣保護,避免馬達漏電。
3. 漆包線:為馬達中的電能載體,需在矽鋼片上捲繞為圓圈型狀。

4. 導線:為馬達出口電源線,需與馬達漆包線連接。
5. 外殼:此為馬達的外殼,為兩件或是三件式的組合件。主要功能是保護馬達,但同時也負擔著馬達散熱的工作。
6. 軸心:馬達動力輸出的機構件,需注意軸心的剛性是否能勝任的馬達輸出轉矩大小,若不足則會造成軸心變形或斷裂。
7. 磁鐵:為永磁馬達的磁力提供材料,需注意磁鐵的耐溫及機械強度問題,馬達高速旋轉時的離心力,可能造成磁鐵破裂;高溫則會造成磁鐵的磁力強度下降,進而導致馬達輸出轉矩下降。
8. 黏劑:由於磁鐵的機械強度較低,因此組裝的方式大多採用膠合。
9. 軸承:為定子及轉子間的結合件,使旋轉的機構能與固定的機構緊密結合。
10. 驅動器:永磁馬達需搭配電子式驅動器才能順利運轉。
而橘色框中的生產程序說明如下:
1. 絕緣處理:主要是定子矽鋼片才需進行此工序,採用絕緣材料包裹住矽鋼片,以達到絕緣的效果。但需要特別注意,由於絕緣處理會受到各國的安全法規限制,要符合販售國家當地法規才行。
2. 繞線:使用機器繞線時,需要注意由於機台的力量較大,若調整不良,會導致絕緣層受力過大破損,甚至把漆包線撞斷等情況產生。因此繞線完成後,就會接著進行線圈測試,確保馬達繞線品質。
3. 接線:將漆包線與出口電線焊接,細部工序包括剝除絕緣層、絞線、焊錫、接點測試、絕緣處理、固定等等工藝。若處理不好,則會造成電源無法進入馬達、漏電、運轉異常等現象。
4. 組立:是指將馬達定子與外殼組裝的工藝,後序還包括了入轉子及端蓋安裝等部份。若組裝不良,會造成馬達異音、轉矩及轉速降低、定子與轉子對磨等等情況。
5. 軸心壓入:由於軸心是馬達轉矩主要的輸出機構,若壓入不準確,就會導致馬達輸出轉矩下降。另外最常見的是軸心打滑,代表軸心與轉子矽鋼片脫離,使得轉子上的轉矩及轉速,無法傳遞到軸心;一般會使用定位銷設計來避免打滑。
6. 磁鐵固定:主要是磁鐵黏膠的製程,除了上膠固定外,往往還包括尺寸及角度確認、磁極確認、硬化乾燥、黏著強度確認、磁鐵強度補強等工藝。

7. 動平衡:主要是旋轉物體,若動平衡不佳時,會有額外的晃動力量產生,因此針對旋轉物件,都會進行動平衡補償工序。
8. 組裝:此處主要是針對軸承及轉子的安裝工序,但同時會與定子及外殼一併安裝完成,成為一個完整的馬達。
9. 接線:將馬達與驅動器對接。但有的設計會將驅動器塞入馬達殼件當中,則組裝順序就會提前。
藍色外框為檢測項目,但實際上往往依馬達品質的需求,還會再增加更多的測試品項,此處僅是以最基本的檢測項目作說明:
1. 電氣測試:主要就是針對馬達線圈作的檢測項目,其中包括確認馬達是否會漏電、線圈是否短路及馬達繞線條件是否正確。主要是受到銅材的回收價格較高,若於此處檢測出異常,進行回收,可大幅減少不良品的經濟損失。
2. 馬達特性量測:確認馬達特性規格是否正確,基本上已經是馬達產品的最終檢測站,會產出馬達特性數據及曲線圖。但由於已經是馬達生產的最後一站了,在此處才檢測出錯誤的話,其不良的處理成本極高,因此馬達廠會在前面的製程工序中,就加入檢測站,來降低不良損耗;最極端的是日系的生產製程,基本上一個工序的下一站,就是對應的檢測站,達到即時檢出的效果,但會產生額外的生產成本。
重點整理:
此為最基礎的項目,實際生產應當更為複雜。
#可擔任業界顧問、講師
#個人經營歡迎贊助
馬達技術傳承計畫
想要馬達的技術嗎?想要的話可以全部給你,去找吧!
我把所有的知識都放在那裡了。



















