本文主要是介紹輪轂馬達如何執行編輪工作,提供給有興趣自行編輪的使用者做為參考。請注意,本教學案例為個人執行經驗,一些相關的製作方法或是特殊工具需求可能會因人而異,若有任何爭議,皆以您的習慣標準為主。

輪轂馬達外殼
將已經確認好長度尺寸的幅條,內外交叉地穿入外殼的幅條孔內;幅條長度的確認請查詢"輪轂馬達編輪幅條尺寸抓取辦法"內的文章說明。

交叉穿入幅條
有請教過專業編輪廠的作法,建議一口氣先將幅條全部放置完成後,如下圖所示,在開始後續的編輪工作,才會較為迅速方便。但由於幅條此時還未固定,有掉落的可能性,在拿取操作時需要注意。
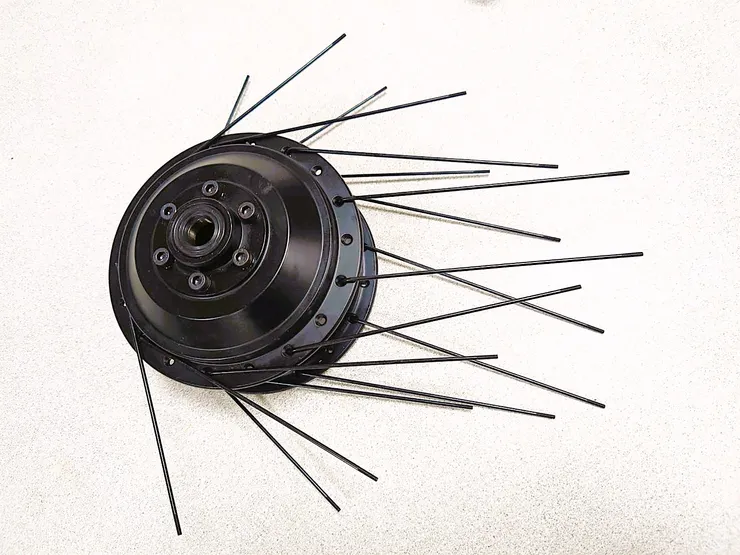
先穿入全部的幅條
依筆者個人經驗,20吋以上的輪框皆可採用內外交叉的擺放方式,編完後的成品有種規則排列且做工細緻的質感;然而20吋以下的則建議變更擺放方式,主要是幅條長度的距離受限,編輪時的彎曲角度無法閃避輪轂馬達外殼壁,因此統一放置於內側,如下圖所示,後續編輪才會較為輕鬆。

20吋以下,統一放於內側
步驟二:
之後優先找到氣嘴孔,從左右兩側擇一開始進行排列,如此一來氣嘴孔處將會保留較大的空間,方便未來輪胎充氣動作。將幅條穿入輪框孔後,鎖上固定銅頭;此時僅需略為含上即可,還不需要大力鎖緊,才能避免輪框偏向優先鎖緊的一側。

從氣嘴孔開始
由於銅頭螺絲採中空結構,各編輪廠往往會自行設計特殊工具來協助快速作業,如下圖所示,就如同在一字起子中間處伸出一彈性軸,可以直接穿入銅頭支撐,可以避免銅頭於安裝的過程容易掉落的情況。
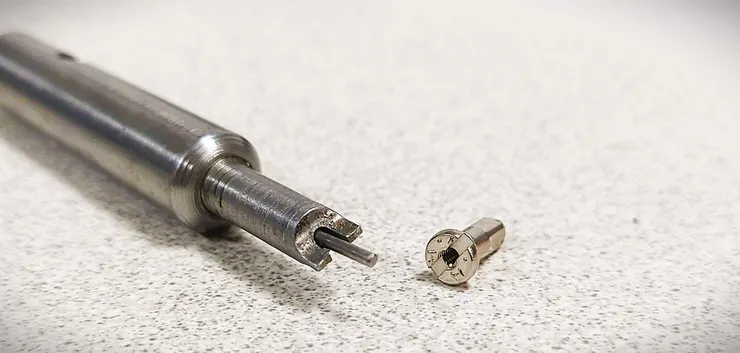
特殊工具
步驟三:
將幅條依序固定於輪框孔內。由於輪轂馬達的幅條孔左右側是交叉分開,為避免搞錯順序會優先處理同一側幅條,此時輪框處會有中間隔一孔的規律產生。待同一側固定完成後,才開始進行另一側的幅條,將輪框幅條孔依序補齊。

依序排列
另外還可以觀察到,此時幅條在靠近輪轂馬達處有交叉的情況產生。依專業編輪師傅的建議,會要求此處的交叉會互相干涉擠壓,來協助強化幅條上的張力強度;筆者則是習慣將幅條錯開不接觸,在編輪時會較為輕鬆容易調整,但後續的銅頭鎖緊的力量就需要注意維持。

注意幅條交叉
步驟四:
將幅條全部安裝於輪框上後,才開始鎖緊銅頭。若是編輪廠採用的自動編輪機器,是會位於對相180度的位置,同時兩邊施力鎖緊,才不會導致輪框偏擺,方便後續輪框座做平衡校正工作。但由於機台的作業模式並不利於手工編輪,因此編輪廠則是採用力道控制,分2~3次將銅頭螺絲完全鎖緊;筆者也是採用第一階段先以不出力的狀態,先讓銅頭螺絲鎖至輪框底部,第二次則是僅靠大拇指及食指兩根指頭出力來鎖緊,第三次則是完全出力讓螺絲起子在多轉一整圈,維持基本的幅條張力狀態。

將幅條銅頭鎖緊
倘若幅條的長度過長,則會有幅條突出銅頭螺絲孔的情況產生,則編輪廠商會更換較短的幅條以利大量作業時的方便性。但若個人編輪且幅條規格不多,則可將一字起子中間磨成缺口形狀,如下圖所示,來繼續鎖緊。或是改使用銅頭下方的方形位置處來鎖緊,但由於方形位置的鎖附出力會比螺絲起子強,力量的拿捏要自行注意。

特殊工具
步驟五:
即便使用特殊工具或是其他鎖附方式,可以處理幅條突出的現象,但仍需要注意,若是輪框屬於單層框,如下圖所示,突出的幅條將會有刺破內胎的風險,因此仍強烈建議將幅條磨短,至少不要突出銅頭範圍內。

單層輪框
所幸近年雙層輪框興起,會將銅頭及幅條藏於下層處,即便幅條突出也不會影響到內胎的安全,對於幅條的尺寸精度要求也就大幅放寬了。

雙層輪框
步驟六:
將幅條鎖附達到一定的基本張力後,就可以開始進行輪框的動平衡校正,筆者習慣使用百分錶進行,但也看過老師傅僅是採用一片鐵片或其他輔助物件來進行,因此只要方便確認輪框不會有肉眼可見的晃動情況即可。
首先會進行左右偏擺的校正,如下圖所示,將量測工具至於輪框一側即可。當發現輪框向右偏擺時,就將左側幅條上的銅頭螺絲鎖更緊,就會將此幅條處的輪框向左拉扯;可以將幅條想成拉繩,想要朝那一側拉,就鎖緊那一側的銅頭螺絲即可。當發現此處的銅頭螺絲已經過緊不好轉動鎖緊時,則可採用放鬆另一側的做法,也會有同樣的調整效果,但一開始校正時,建議以鎖緊為主。至於動平衡的合格標準量,各廠之間不一樣,依筆者詢問的經驗是從1~2mm之間都有廠商採納;而筆者習慣的工業加工領域則是會壓在0.04mm以內,代表不同領域習慣的落差較大,因此筆者大多會想要抓在0.5mm以內,但可能意義也不大且耗時,因為後面外胎的彈性尺寸範圍較大,可以輕鬆彌補動平衡的誤差量。
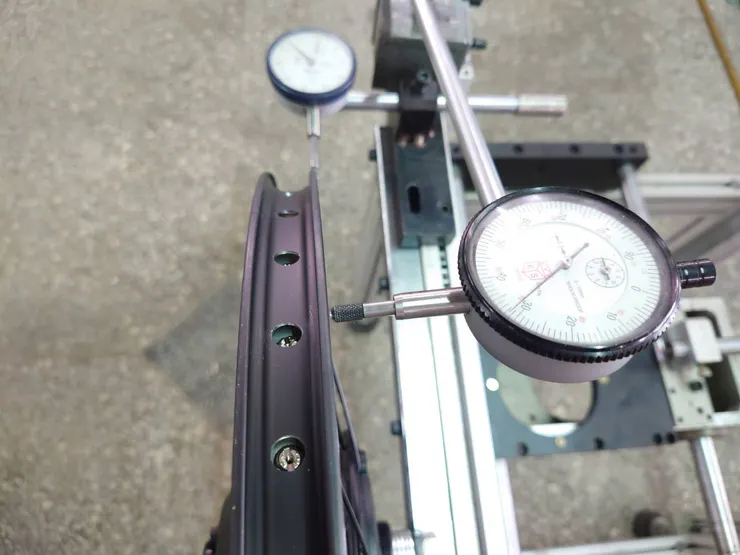
使用量具確認輪框偏擺方向
步驟七:
待左右偏擺調整完成後,才會進行輪框真圓度的調整,此時則將量具至於輪框外環處,如下圖所示。當發現輪框向量具處擴張,代表此處的輪框有外凸的情況,則須將此處的幅條拉緊,使輪框向內收縮;反之若輪框遠離量具,代表此處輪框內凹,需要放鬆幅條讓輪框外彈。須注意步驟七的真圓度調整,可能會導致步驟六的動平衡再次跑掉,因此兩步續需要反覆確認調整。至於真圓度的標準也是如同動平衡的情況一樣,其實有外胎會吸收偏差量,因此各廠的定義範圍也是落在1~2mm區間內。
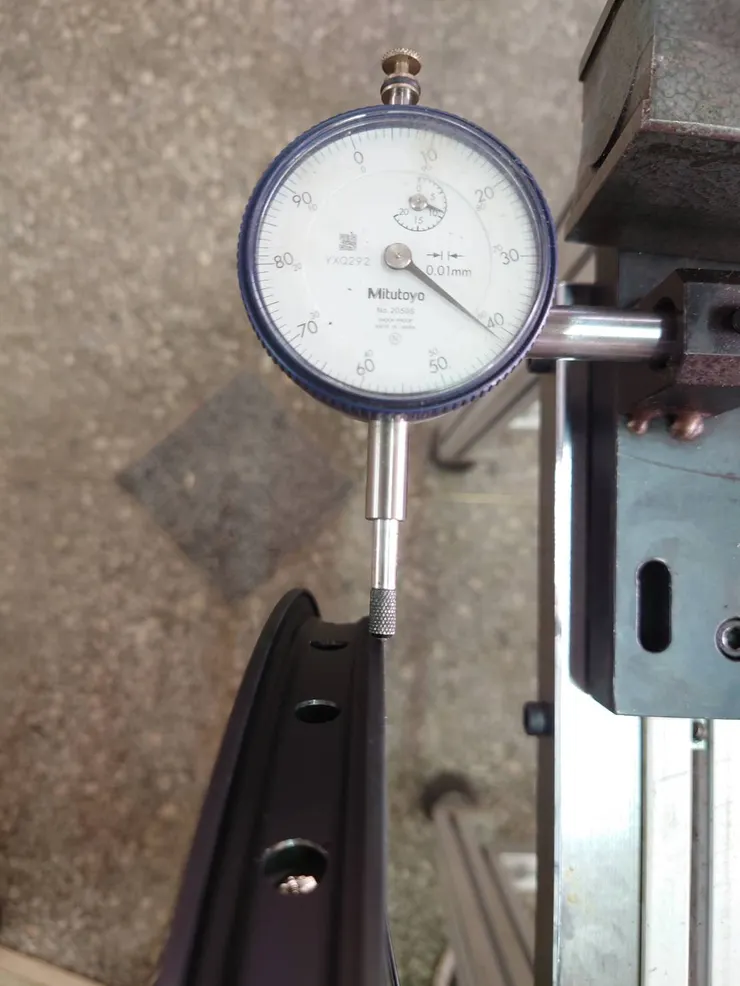
真圓度校正
步驟八:
待動平衡及真圓度都調整完成後,會再循一次幅條張力,主要是擔心調整的過程當中,是否會有銅頭螺絲被放鬆,並未維持基礎張力的情況產生,那就需要重新鎖緊,在重新校正。
步驟九:
若安裝於車架上,發現輪子偏一側,沒有落在車架的中心,也可以藉由幅條來改變輪胎位置。假若裝車後,發現輪胎偏右側,便將左側幅條全部多鎖緊1圈,就可以把輪子整體性的拉向左邊。專業的車廠會有一對中工具,確保編輪完成後,輪子會對正中心,不過手工編輪可能缺乏工具,就需要額外調整;此外筆者也有遇過車架本身偏擺的情況,就需要利用編輪技巧進行調整。
18VeKits 電輔輪賣場連結:
#可擔任業界顧問、講師
#個人經營歡迎贊助
馬達技術傳承計畫
想要馬達的技術嗎?想要的話可以全部給你,去找吧!
我把所有的知識都放在那裡了。



















