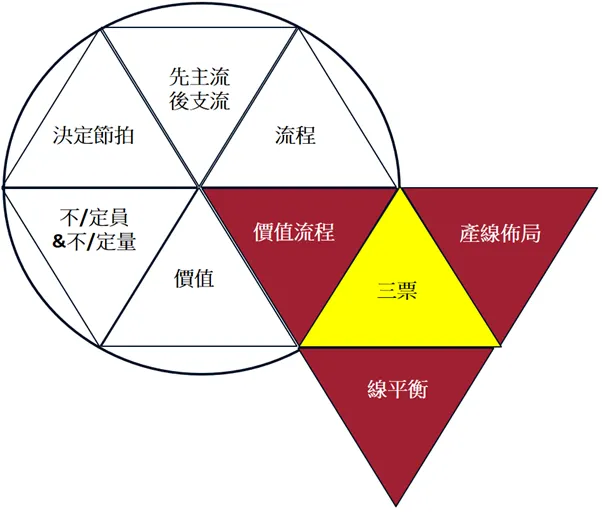
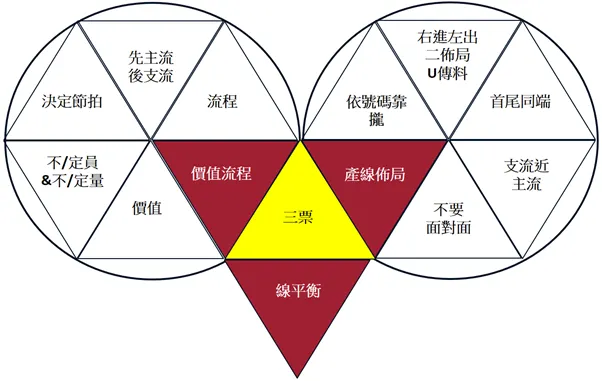
今天要聊的『JIT』,也是決定工廠一線幹部是否能自己帶領產線持續提升的核心知識。因此讓一線幹部學會實現JIT的『三票』工具就變成極其重要。
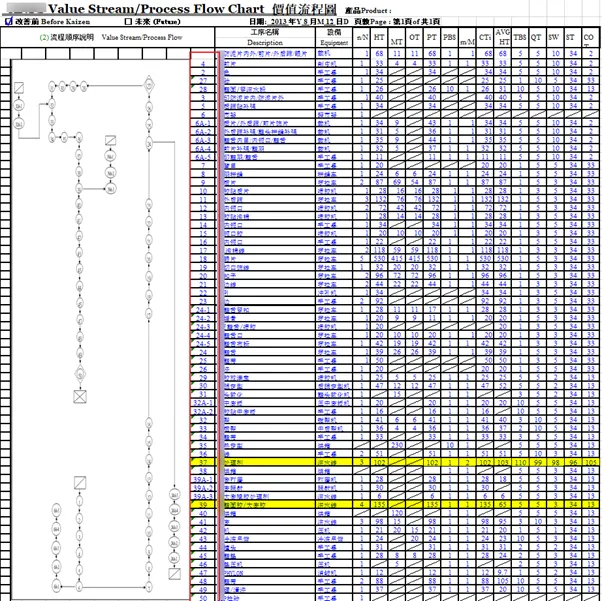
第一票:價值流程圖:

但其實現場的主管在排線前,已經從量產試作知道哪幾道工序是瓶頸,因此會特定多安排幾個人同時生產這工序。由於上述原因可知,產能分析表往往變成一種公司要求IE要做的,作為生管排產與報價的參考資料,難以對於產線有實質的效益。
可是這份資料對於想要改善或剛入職想要了解現場的人有很大的幫助。因為要知道工廠產線是否有朝『一個流』方向前進,只要先看產能分析表的流程編號是否有分主流與支流。下面舉一個工廠實例來幫助讀者理解:

節拍時間(TT, TAKT Time)
起初在鞋廠常用機器設備或關鍵工序來定量(不定員),人力不足時在找主管調配,但這會增加管理的困難,所以常常會演變成主管要求定員, 然後靠獎金與加班來彌補。假若有機會自己負責產線TT設定,我們要把獎金與加班的比例降低,透過改善來增加產線的靈活。
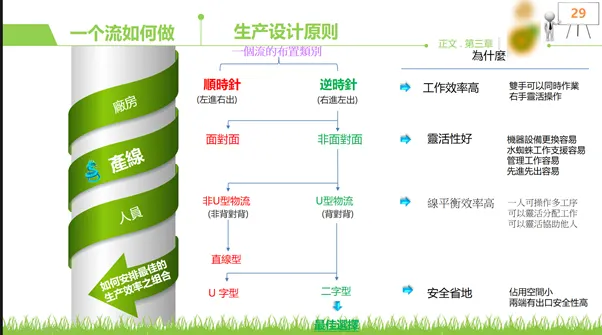
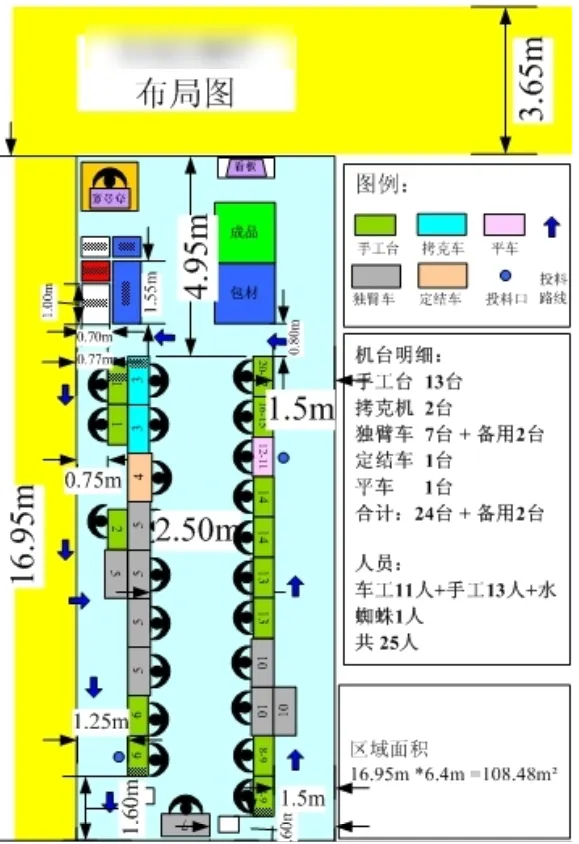
第二票:產線佈局
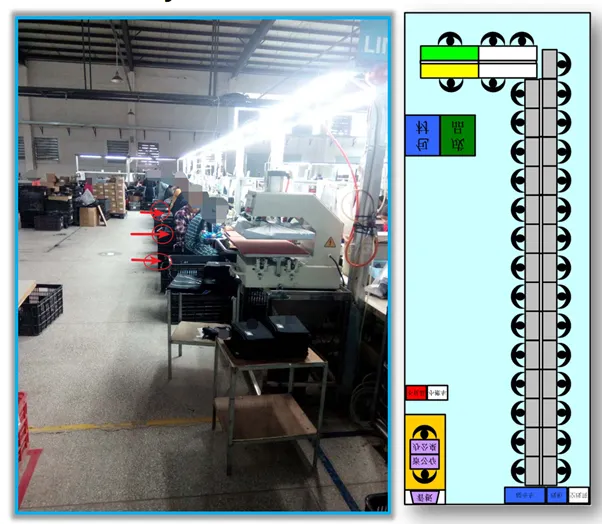
從實際布局可以看出三點導致難以實現一個流:
- 支流靠近主流
- 面對面傳遞物料會被機器影響
- 每個工序存放一個籮筐來擺放在製品
第三票:線平衡
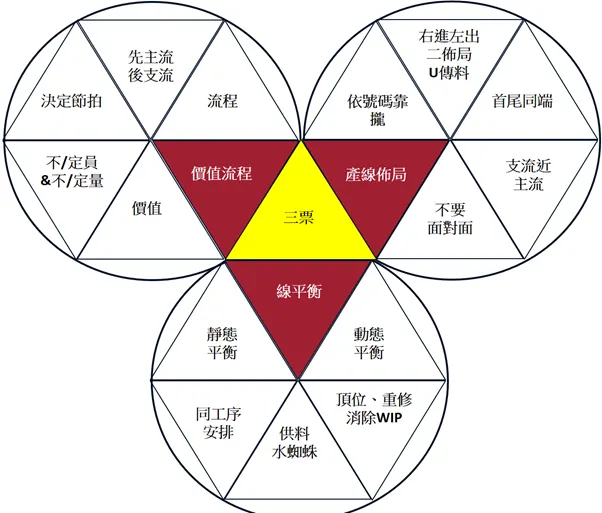
但其實我們回到實際產線佈局就可以知道這樣的動態平衡安排是難以達成的靜態平衡的目標。而這種佈局注定的未戰先敗,也稱之為管理面問題。
圖中的工序5與工序10即為同工序安排,要注意最快的5要安排在最後面,最靠近6的地方,但這是大原則及際上出現空間不足的時候,還是得與班長討論,若班長覺得坐面對面他可以處理,那就尊重現場主管,他們才是真正了解員工習性的人。我們主要是往『一個流』方向前進,不用一步到位。


總結:
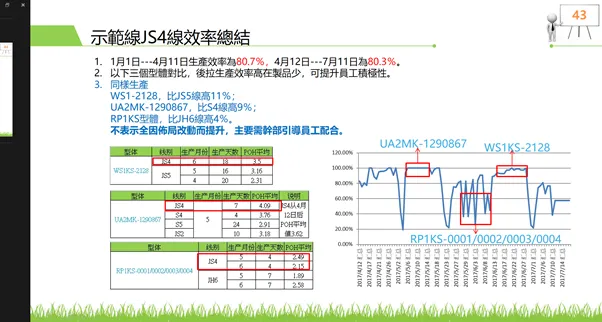
我們可以看出改善前後的對比並沒有顯著提升,反而下降了0.4%。但若拆解其他產線一樣有生產的三款型體對比,就會看出JS4線的效率穩定度提高。而UA2型體為什麼會呈現平的呢?我們用下圖來說明:
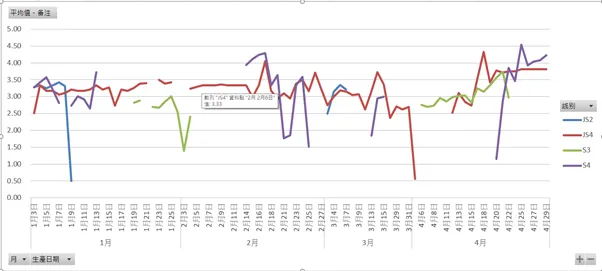
2/6可以看出效率呈現平的狀態(人均產出POH=3.33),這時我還沒到工廠;4/25可以看出效率再次呈現平的狀態(人均產出POH=3.81),這是在4/12改善後所帶來的效果。4/18一度衝到4.33,可為什麼會這樣突然驟增又驟降呢? 我們用下圖來說明:
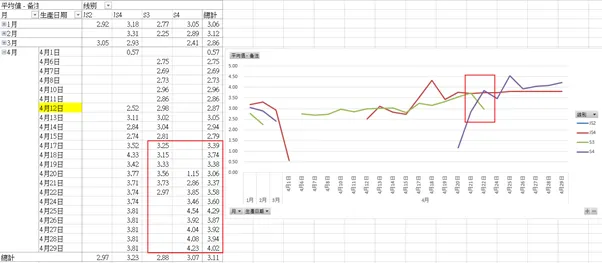
我們從產線佈局(Layout)改變後,明顯看到Leadtime與WIP的改善,不應該反饋出這樣的效率指標,雖說還是有從3.33(Feb)→3.81(Apr),但我當時更在意的是4.33(4/18)→3.81(4/25)。因為對比同期的S3線4/17效率突然驟增,然在4/22變成S4線效率也驟增,我原本想說是不是產線也有做什麼調整,至現場一看Layout沒改,這就更奇怪了。
後來回去問儲備幹部時,才得知JS4線主管被課長威脅不能再繼續衝高效率。這樣就比較合理能解釋為什麼POH從4.33(4/18)→3.81(4/25),但還是沒辦法解釋S3線與S4線。
後來請儲備幹部再次去私下詢問才得知,原來上圖紅色方框處,兩條線坐產品換線的同時,產能直接灌到另外一條線,而當時去現場看完後,再回來看數據才知道原來效率也可以這樣短暫的做出來。那時候真的被課長上了一堂『現場數據課』。
剛知道這樣的答案後,就衝去找廠長說明,但廠長頓時又給我上了一堂『政治課』。他說這個課長在這裡工作15年了,不管是分廠的人或母廠的老闆,都很清楚知道他的長期表現是不會在示範線有這樣效率後,突然間其他線也這樣提升的,所以我並不需要特別去解釋這一塊。反而是要思考為什麼大家都知道這樣卻避不吭聲。
後來另外一個臺幹給我上了一堂『長期價值課』,他說老闆不知道你會上班多久,且現在產線主要也是這位課長在負責,對於老闆來說兩邊都需要保留,但若只選一邊的話,一定會選擇15年的陸幹在地化,不會選擇流動性很高的臺幹。
人其實很難所有事情都自己經歷一變,但是這種認知上的改變,往往會讓你自己提升一個層次,也因為這樣我後來就沒有繼續與那課長爭論『現場數據課』。在臺幹的幫忙下,也成功的開展另外的改善項目。
我們改善要追求的是現場的效率,但其實要從根本上的提升就是要這些現場管理的課長班長要能夠從認知上被提升,這是後來我所學習到的認知,而沿用至今也仍適用,因此藉由案例分享給各位讀者,有興趣的讀者也可以聯繫互相討論,不管是此案例或其他案例。